Beste Praktiken für 3D-Drucker
GrabCAD Print vereinfacht die Vorbereitung von 3D-Druck, da Sie direkt mit Ihren nativen CAD-Dateien arbeiten können, ohne zuerst in STL exportieren zu müssen. Außerdem können Sie das Anordnen und das Aufteilen in Schichten alles in einem Viewer erledigen, ohne dass Sie zu einer zwischenliegenden Toolpath-Datei wechseln müssen.
Trotzdem gibt es noch mehrere Faktoren, die in Ihrem eigenen Ermessen liegen und die große Auswirkungen darauf haben können, ob Ihr Druck zufriedenstellend ausfällt. Dieser Artikel beschreibt, wie Sie GrabCAD Print so einsetzen, dass Sie die besten Ergebnisse erzielen.
Teileausrichtung
Bei der Auswahl der Ausrichtung für den Bau Ihres Teils gibt es 6 Dinge zu beachten. Sie sollten alle abwägen, bevor Sie eine Ausrichtung auswählen, weil jede einzelne große Auswirkungen auf Ihren Bau haben kann. Vermutlich muss auf etwas verzichtet werden. Worauf Sie verzichten können, hängt von dem Zweck Ihres Designs ab.
Geschwindigkeit/Bauzeit
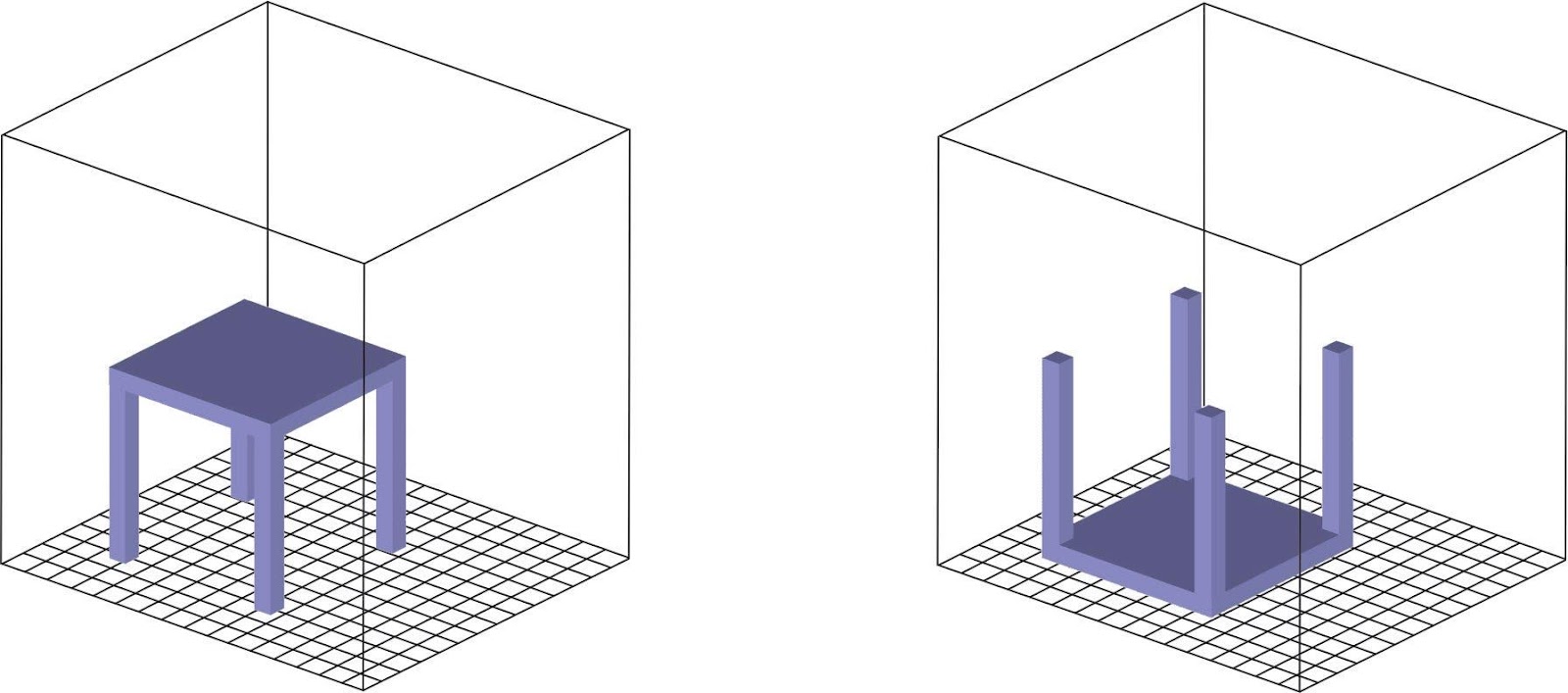
Die Teileausrichtung kann große Auswirkungen auf die Zeit haben, die Sie zum Drucken Ihres Teils benötigen. Im Allgemeinen gilt: je kürzer Ihr Teil auf der Z-Achse ist, desto schneller kann es gebaut werden. Das Teil unten links würde viel länger zum Drucken brauchen als das gleiche Teil, das rechts ausgelegt ist.

Nutzung von Stützen
Die Stützmaterialnutzung hängt ebenfalls von der Teileausrichtung ab. Alle Überhänge müssen durch Stützmaterial gehalten werden. Im Beispiel unten würde der Ständer auf der linken Seite eine große Menge Stützmaterial benötigen, während der Ständer auf der rechten Seite nur sehr wenig Stützmaterial braucht. Weniger Stützmaterial führt außerdem zu kürzeren Bauzeiten.
Oberflächenausführung
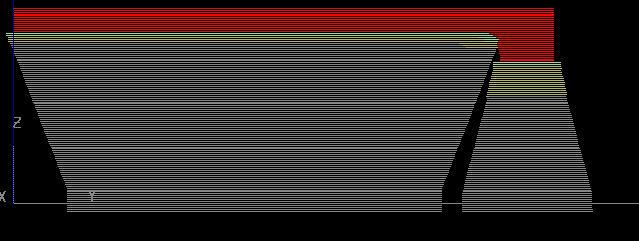
Wenn sich oben oder unten auf dem Teil gekrümmte Oberflächen befinden, werden diese nach dem Bau wie schrittweise abgestuft aussehen. Wenn Sie das Teil mit den gekrümmten Oberflächen gemäß der Z-Achse (zu den Seiten) ausrichten, werden die Oberflächen viel glatter aussehen. Im Beispiel unten sehen die Flügel und der Rumpf des Jets links schrittweise abgestuft aus. Der Jet auf der rechten Seite braucht länger zum Bauen, aber wenn er fertig ist, sieht er viel glatter aus.

Entfernen von Stützmaterial
Die Entfernung des Stützmaterials ist bedenklich, insbesondere wenn Breakaway-Stützmaterial verwendet wird. Im Beispiel unten sind die Stützen, die das längere Loch im linken Teil füllen, schwierig zu entfernen, weil sie sich tief innerhalb des Teils befinden. Das gleiche Teil auf der rechten Seite benötigt keine Stützen in dem längeren Loch, weil es vertikal ist, und die Stützen in den flacheren Löchern können ziemlich leicht entfernt werden.

Teilestärke
Die Ausrichtung eines Teils hat große Auswirkungen auf die Stärke des Teils. Wenn ein Teil wie die unten gezeigte Besenaufhängung belastet werden soll, sollten sich die Aufhänger in der gleichen Schicht befinden wie der Teilekörper selbst (Teil auf der rechten Seite). Die Anhaftung einer Schicht zu einer anderen ist schwächer als die Anhaftung der Schicht in sich selbst. Das Teil links wäre viel schwächer, wenn es als funktionsfähiges Modell verwendet wird. Sie können es sich wie das Spalten von Holz vorstellen. Es ist einfach, Holz entlang der Maserung zu spalten, aber gegen die Maserung ist es sehr schwierig.

Luftstrom
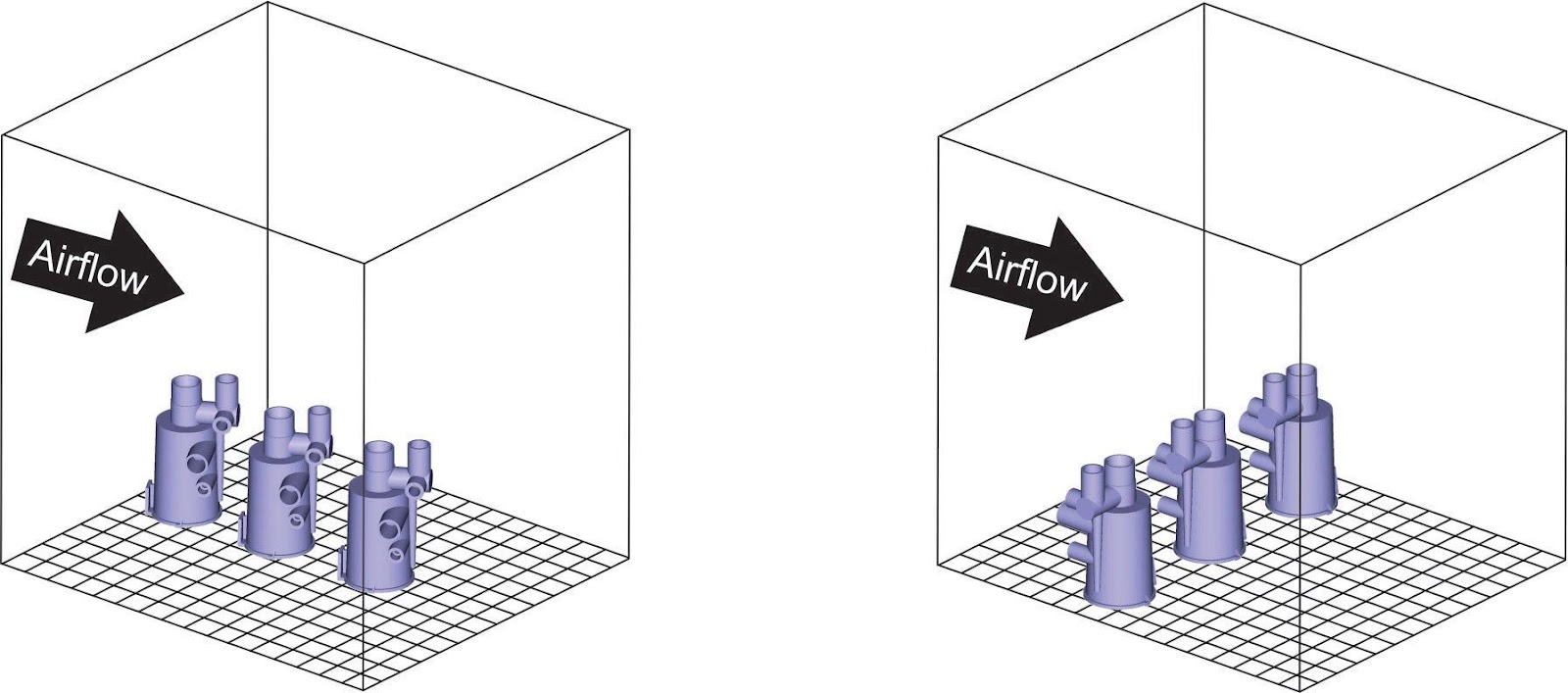
Der Luftstrom in der Baukammer hilft dabei, jede Schicht während des Baus abzukühlen. Es wird empfohlen, Teile entlang der Y-Achse auszurichten (Beispiel auf der rechten Seite), damit der Luftstrom für andere Teile nicht blockiert wird (Beispiel auf der linken Seite). Es sollten außerdem detaillierte und gestützte Bereiche des Teils zur linken Seite der Baukammer hin ausgerichtet sein (Beispiel auf der rechten Seite). Dies bedeutet, dass Bereiche, in denen Stütz- und Modellmaterial aufeinandertreffen, gleichmäßig gekühlt werden, um Verformungen zu verhindern.
Materialeigenschaften
Die spezifischen Optionen, die für Materialeigenschaften für das ausgewählte Modell und die gesamte Plattform verfügbar sind, hängen von dem Druckertyp ab, den Sie verwenden. Nachfolgend einige allgemeine Richtlinien.
Schichthöhe
Im Allgemeinen erlauben dünnere Schichten feinere Details, verlängern aber die Druckzeiten. Dickere Schichten verkürzen die Bauzeiten, aber erhöhen die Mindestfeaturegröße.
0,010 Zoll ist die „Standard“-Schichtdicke, die für die meisten Anwendungen geeignet ist. 0,007 Zoll und 0,005 Zoll werden für kleinere Teile verwendet, die feine Details erfordern. 0,013 Zoll wird im allgemeinen für große Teile verwendet, bei denen feine Details nicht wichtig sind.
Innere Füllstile
Wenn Sie ein Teil bauen, können Sie aus mehreren Stilen für die innere Füllung auswählen. Der ausgewählte Stil hängt von der beabsichtigten Nutzung des Teils ab. Wenn Sie einen 250mc verwenden, haben Sie zusätzliche Optionen.
Solid normal: keine offenen Bereiche auf der inneren Rasterfüllung und ein Kontur-Toolpath. Damit wird das stärkste Teil erstellt und das meiste Material benutzt.

Dünn: Ein unidirektionales Rasterinnere, kombiniert mit mehreren Konturen um die Teilegrenzlinien. Hiermit wird am wenigsten Material verbraucht und diese Lösung ist am wenigsten haltbar.

Dünn – Doppeldicht: Dünn-Doppeldicht ist ein bidirektionales Rasterinnere, das ein Rastermuster mit mehreren Konturen um die Grenzlinien erzeugt. Dies ist ein guter Kompromiss zwischen Materialnutzung und Teilestärke.
Stützenstil
Stützen werden erzeugt, um Überhänge zu unterstützen, und um zu vermeiden, dass das Teil während des Bauens einstürzt. Es gibt fünf unterschiedliche Stützentypen, und jedes hat eine andere Verwendung.
Smart-Stützen werden enger oder breiter, je weiter sie vom Teil entfernt sind, um das Modell zu stützen. Gleichzeitig wird die Menge an verwendetem Stützmaterial reduziert. SMART-Stützen sind für alle Modelle geeignet, besonders diejenigen mit großen Stützbereichen. Sie bilden die Standardeinstellungen für Drucker, die mit löslichem Stützmaterial arbeiten.
Dünne Stützen haben vertikale Seiten. Dünne Stützen benötigen mehr Stützmaterial als SMART-Stützen, sind aber bei hohen, dünnen Teilen stabiler.

Umgebungsstützen werden eingesetzt, damit hohe, dünne Teile nicht umfallen. Umgebungsstützen umschließen das Modell vollständig mit Stützmaterial.

Basisstützen werden normalerweise mit Breakaway-Stützmaterial verwendet. Sie haben ein Rastermuster ohne umgebende Kontur.


Selbststützender Winkel
Stützen werden immer dann erzeugt, wenn der Winkel der Teileoberfläche unter einen bestimmten Winkel fällt, der als selbststützender Winkel bezeichnet wird. Der empfohlene Wert für den selbststützenden Winkel variiert für verschiedene Materialien und Schichthöhen. Dieser Wert ist konservativ, um die optimale Chance für einen erfolgreichen Druck zu bieten.
Der selbststützende Winkel kann geändert werden, wodurch eine geringere (oder stärkere) Stütze erzeugt wird. Damit können erfahrene Designer ihr Wissen über das Materialverhalten beim Drucken einbringen, um einen erfolgreichen Druck zu erzielen. Wenn der selbststützende Winkel geändert wird, können Sie ihn in GrabCAD Print auf einfache Weise auf den empfohlenen Wert zurücksetzen, indem Sie die Aktion Standard auswählen.
Plattformanordnung
In GrabCAD Print hat das Tool Anordnen zwei Optionen für die automatische Anordnung: „Plattform anordnen“ und „Projekt anordnen“. Sie funktionieren auf die gleiche Weise, außer dass „Plattform anordnen“ nur Teile auf der aktuellen Plattform anordnet und „Projekt anordnen“ alle Teile auf allen Plattformen anordnet. So funktioniert es:
- Jedes Teil hat einen theoretischen Begrenzungsrahmen (würfelförmig), der um seine größten Abmessungen herum gezeichnet wird.
- Die Teile werden dann auf der Plattform bzw. den Plattformen platziert, beginnend in der Startecke (dies ist von Drucker zu Drucker verschieden), vom größten zum kleinsten, wodurch um jeden Begrenzungsrahmen ein 25 Zoll großer Pufferbereich erzielt wird.
- Die Ausrichtung eines Teils wird damit nicht angepasst.
Weil die meisten Teile nicht würfelförmig sind, können Teile oft viel enger nebeneinander gedruckt werden als dies durch die automatische Anordnung vorgegeben wird. Klicken und ziehen Sie die Teile auf der Plattform, um sie zu verschieben, und klicken Sie mit der rechten Maustaste auf Teile, um sie zwischen Plattformen zu verschieben.
Wie eng nebeneinander dürfen Teile angeordnet werden?
Sofern ein Teil sich nicht mit einem anderen Teil auf einer Plattform überschneidet, können Sie zu „Schichtvorschau“ wechseln oder diese Plattform drucken. Dies kann jedoch fehlschlagen, während die Plattform verarbeitet wird. Der Grund dafür ist, dass die Stützen sich möglicherweise überschneiden, aber GrabCAD nicht wissen kann, wie die Stützen aussehen, bevor die Plattform verarbeitet ist.
So eng nebeneinander werden Teile mit „Plattform anordnen“ platziert. 
Nachdem die Plattform in Schichten aufgeteilt wurde, wird die erste Stützmaterialschicht markiert, falls die Teile zu eng beieinander liegen, um gedruckt werden zu können.
