Mejores prácticas de impresión 3D
GrabCAD Print hace que la preparación de la impresión 3D sea más simple porque le permite trabajar directamente con los archivos CAD sin tener que exportarlos primero a STL, y le permite organizar y cortar todo usando un mismo visor, sin necesidad de recurrir a un archivo de senda intermediario.
No obstante, existen aún varios factores que se dejan a su criterio y que pueden determinar en gran medida si la impresión resultará satisfactoria. Este artículo describirá cómo utilizar GrabCAD Print para obtener los mejores resultados.
Orientación de la pieza
Hay 6 aspectos que se deben tener en cuenta cuando se decide la orientación de la pieza que se va a crear. Debe ponderarlos a todos antes de seleccionar una orientación porque cada uno de ellos puede tener un gran impacto en su construcción. Es probable que algo se tenga que sacrificar; lo que usted decida que sea dependerá del objetivo del diseño.
Velocidad/tiempo de construcción
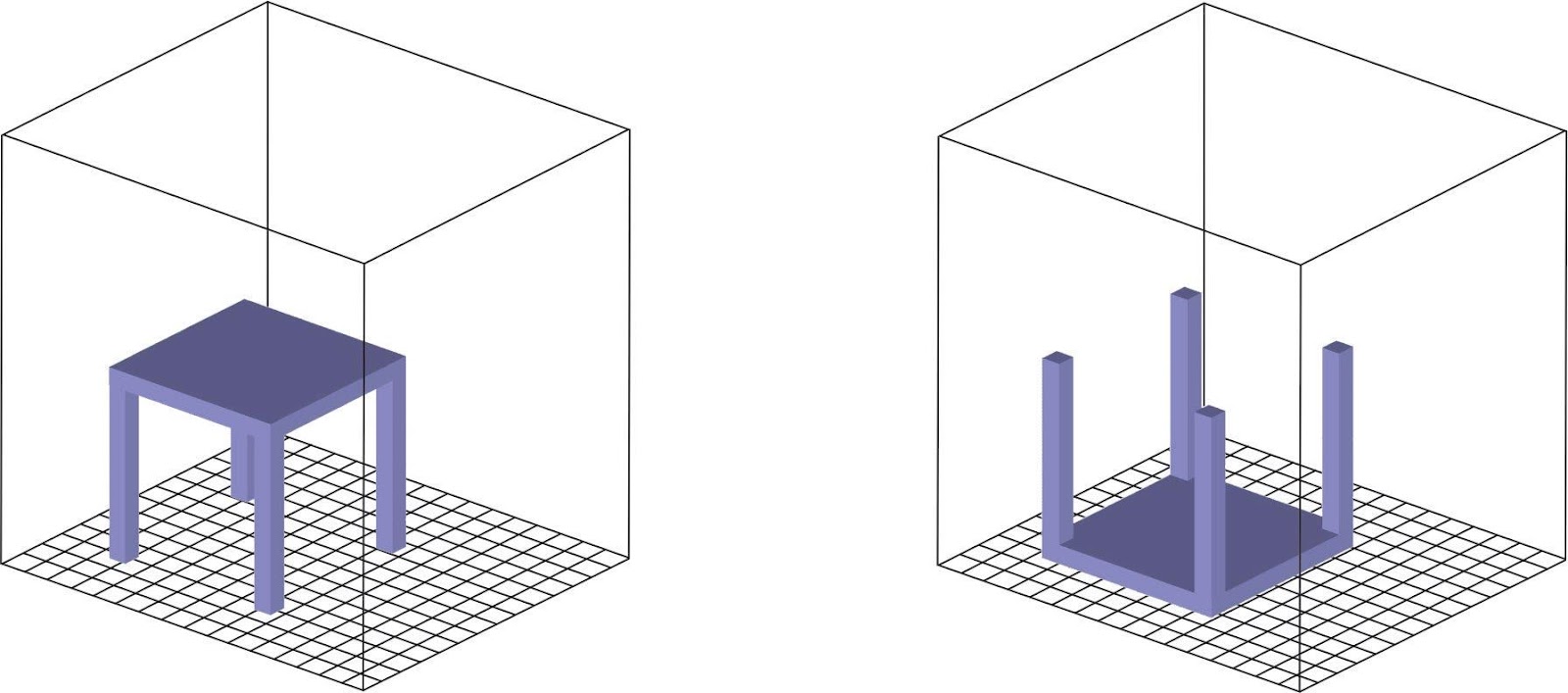
La orientación de la pieza puede tener un efecto enorme en la cantidad de tiempo que se necesita para construirla. Normalmente, cuanto más corta es la pieza en el eje Z, más rápido se construirá. La pieza debajo a la izquierda tardará mucho más en construirse que la misma pieza tendida de la derecha.

Uso del soporte
El uso del soporte depende de la orientación de la pieza. Cualquier saliente se debe sujetar con material de soporte. En el ejemplo siguiente la plataforma de la izquierda debería haber tenido una gran cantidad de soporte mientras que la de la derecha debería utilizar una cantidad mínima de soporte. Menos material de soporte también acortará los tiempos de construcción.
Calidad de la superficie
Cuando hay superficies curvas en la parte superior o inferior de la pieza, aparecerán “escalonadas” después de la construcción. Al orientar la pieza con las superficies curvas posicionadas en el eje Z (hacia los lados) las superficies aparecerán mucho más suaves. En el ejemplo siguiente las alas y el fuselaje del avión de la izquierda tendrán una apariencia escalonada, el avión de la derecha tardará más en construirse, pero la apariencia de la terminación será mucho mejor.

Remoción del soporte
La eliminación del soporte es motivo de preocupación, especialmente cuando se utilizan soportes desprendibles. En el ejemplo siguiente, los soportes que rellenan el orificio más largo en la pieza de la izquierda serán difíciles de quitar porque están profundamente dentro de la pieza. La misma pieza en la derecha no necesitará soportes en el orificio más largo porque está vertical y los soportes en los agujeros menos profundos serán relativamente fáciles de quitar.

Resistencia de la pieza
La orientación de la pieza tiene un gran impacto en su resistencia. Cuando se aplica esfuerzo a una pieza como el soporte para escoba que aparece debajo, es preferible que las pestañas estén en la misma capa que el cuerpo de la pieza (pieza de la derecha). La adhesión de una capa con otra es más débil que la adhesión interna de la capa. La pieza de la izquierda sería más débil cuando se utilice como modelo funcional. Puede pensar en el proceso como si fuera a cortar leña. Es sencillo cortar a lo largo de la veta, pero es muy difícil cuando se la atraviesa.

Flujo de aire
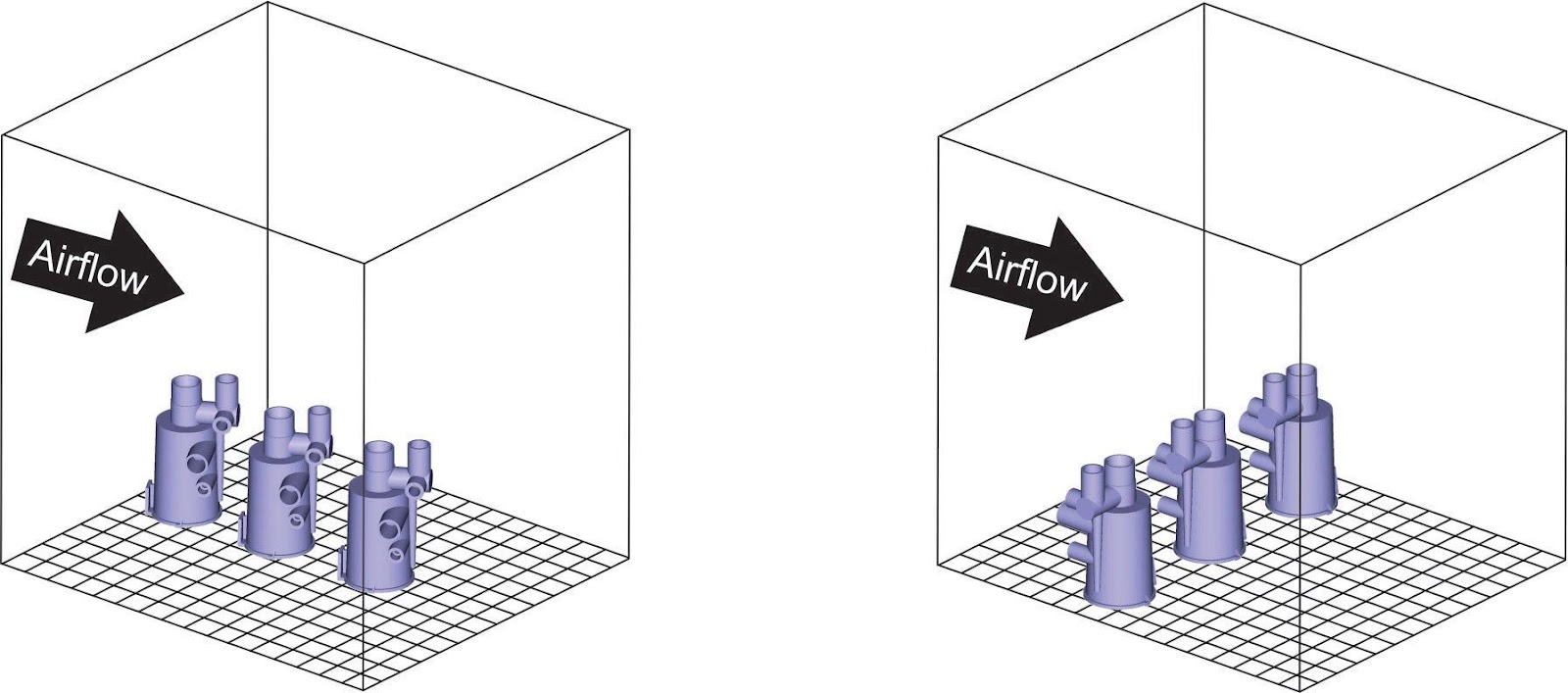
El flujo de aire presente en la cámara de construcción ayuda a enfriar cada capa a la temperatura del área de construcción a medida que se construye el sistema. Es mejor alinear las piezas en el eje y (ejemplo de la derecha) para evitar el bloqueo del flujo de aire hacia las demás piezas (ejemplo de la izquierda). También es una buena práctica mantener la orientación de las secciones de la pieza con detalles y soportes hacia la izquierda de la cámara de construcción (ejemplo de la derecha). Esto permite que las áreas donde entran en contacto el material de soporte y del modelo se enfríen uniformemente, y se evite así la distorsión de las piezas.
Propiedades del material
Las opciones específicas disponibles para las propiedades del material, tanto para el modelo seleccionado como para la bandeja completa, varían en función del tipo de impresora que se utiliza. A continuación aparecen algunas pautas generales.
Altura del corte
En general las capas más finas permitirán detalles más finos, pero extenderán los tiempos de construcción. Las capas más gruesas acortarán los tiempos de construcción pero incrementarán el tamaño de los atributos mínimos.
.010” es el espesor de capa “estándar” y es adecuado para la mayoría de las aplicaciones. .007” y .005” se utilizan en piezas pequeñas que requieren detalles finos. .013” normalmente se utiliza en piezas grandes que no requieren detalles finos.
Estilos de relleno internos
Cuando se construye una pieza hay varios estilos de rellenos internos que se pueden elegir. El estilo elegido dependerá del uso previsto de la pieza. Si utiliza 250mc existen opciones adicionales.
Sólido-normal: sin áreas abiertas en el relleno de la trama interna y una senda de contorno. Así se creará la pieza más resistente y se utilizará la mayor parte del material.

Disperso: un interior de trama unidireccional combinado con contornos múltiples alrededor de los límites de la pieza. Utilizará la menor cantidad de material y además será la opción menos durable.

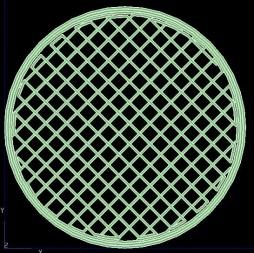
Disperso - doble densidad: Disperso - doble densidad es un interior de trama bidireccional que crea un patrón de cuadrícula con contornos múltiples alrededor de los límites. Representa un buen compromiso entre uso de material y resistencia de la pieza.
Estilo de soporte
Los soportes se generan para sostener las salientes y evitar que la pieza se colapse cuando se está construyendo. Existen cinco tipos diferentes de soporte, y cada uno tiene un uso específico.
Soportes inteligentes Se harán más estrechos o anchos a medida que se alejan de la pieza para soportar mejor el modelo mientras reducen la cantidad de material utilizado. Los soportes INTELIGENTES son adecuados para todos los modelos, especialmente aquellos con grandes regiones de soporte, y son la configuración predeterminada para impresoras que utilizan material de soporte soluble.
Los Soportes dispersos tienen lados verticales. Los Dispersos usan más material de soporte que los Inteligentes pero también son más estables.

Los Soportes de borde se utilizan para evitar que las piezas finas y altas se caigan. Los soportes de borde revisten completamente el modelo soportado.

Normalmente los Soportes básicos se utilizan con material de soporte desprendible. Tienen un patrón de trama sin contorno a su alrededor.


Ángulo de autosoporte
Los soportes se generan siempre que el ángulo de la superficie de la pieza cae por debajo de un cierto ángulo conocido como ángulo de autosoporte. El valor recomendado para el ángulo de autosoporte varía según los diferentes materiales y alturas de corte. Este valor es conservador para ofrecer la mejor oportunidad de una impresión exitosa.
El ángulo de autosoporte se puede cambiar, lo que genera menos (o más) soporte creado. Esta capacidad se proporciona para permitir que los diseñadores experimentados apliquen su conocimiento del comportamiento del material al imprimir para lograr una impresión exitosa. Cada vez que se cambia el ángulo de autosoporte, GrabCAD Print hace más fácil volver al valor recomendado seleccionando la acción Predeterminado.
Organización de la bandeja
En GrabCAD Print, la herramienta Organizar tiene dos opciones de organización automática: “Organizar bandeja” y “Organizar proyecto”. Funcionan de la misma manera, excepto que Organizar bandeja solamente organizará las piezas en la bandeja actual, mientras que Organizar proyecto organizará todas las piezas en todas las bandejas. Funcionan así:
- Cada pieza tiene un cuadro delimitador teórico (forma de cubo) dibujado alrededor de sus dimensiones máximas
- Luego las piezas se colocan en la o las bandejas, comenzando en la esquina de inicio (varía según el tipo de impresora) de mayor a menor, dejando un búfer de .25” alrededor de cada cuadro delimitador.
- Esto no ajusta la orientación de ninguna pieza.
Como la mayoría de las piezas no tienen forma de cubo, muchas veces las piezas se puede imprimir correctamente mucho más cerca de lo que la organización automática las colocará. Haga clic y arrastrar para mover las piezas alrededor de la bandeja, y clic con el botón derecho sobre las piezas para enviarlas entre las bandejas.
¿Cuán cerca se puede colocar las piezas?
A menos que una pieza se entrecruce con otra en una bandeja, podrá ir a la vista previa del corte o imprimir esa bandeja, pero pueden aparecer errores mientras la bandeja se está procesando. Esto se debe a que aunque los soportes se entrecrucen, GrabCAD Print no puede determinar cómo se verán los soportes hasta que se procese la bandeja.
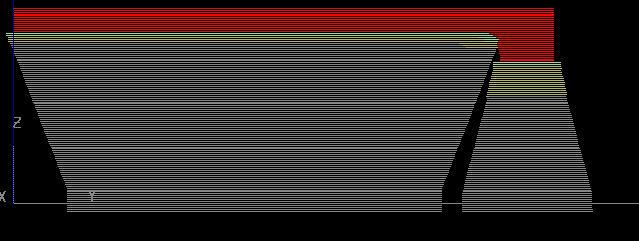
Aquí se observa cuán cerca “Organizar bandeja” coloca estas piezas: 
Una vez que se ha cortado la bandeja, la primera capa de soporte aparecerá resaltada si las piezas están demasiado cerca para imprimirse:
