Meilleures pratiques d'impression 3D
GrabCAD Print simplifie la préparation de l'impression 3D en vous permettant de travailler directement avec vos fichiers CAO natifs, sans les exporter préalablement au format STL et d'agencer et de découper tout dans la même visionneuse, sans devoir accéder à un fichier intermédiaire de passage d'outil.
Malgré cela, plusieurs facteurs qui restent à votre discrétion peuvent exercer un impact considérable sur le résultat de l'impression. Cet article décrit comment utiliser GrabCAD Print pour obtenir les meilleurs résultats.
Orientation de la pièce
Des 6 aspects doivent être pris en considération lorsque vous décidez de l'orientation de fabrication de votre pièce. Vous devez tous les soupeser avant de sélectionner une orientation car chacun d'entre eux peut exercer un gros impact sur votre fabrication. Il est probable qu'un sacrifice soit nécessaire ; ce que vous décidez de sacrifier dépend de l'intention de votre conception.
Vitesse/temps de fabrication
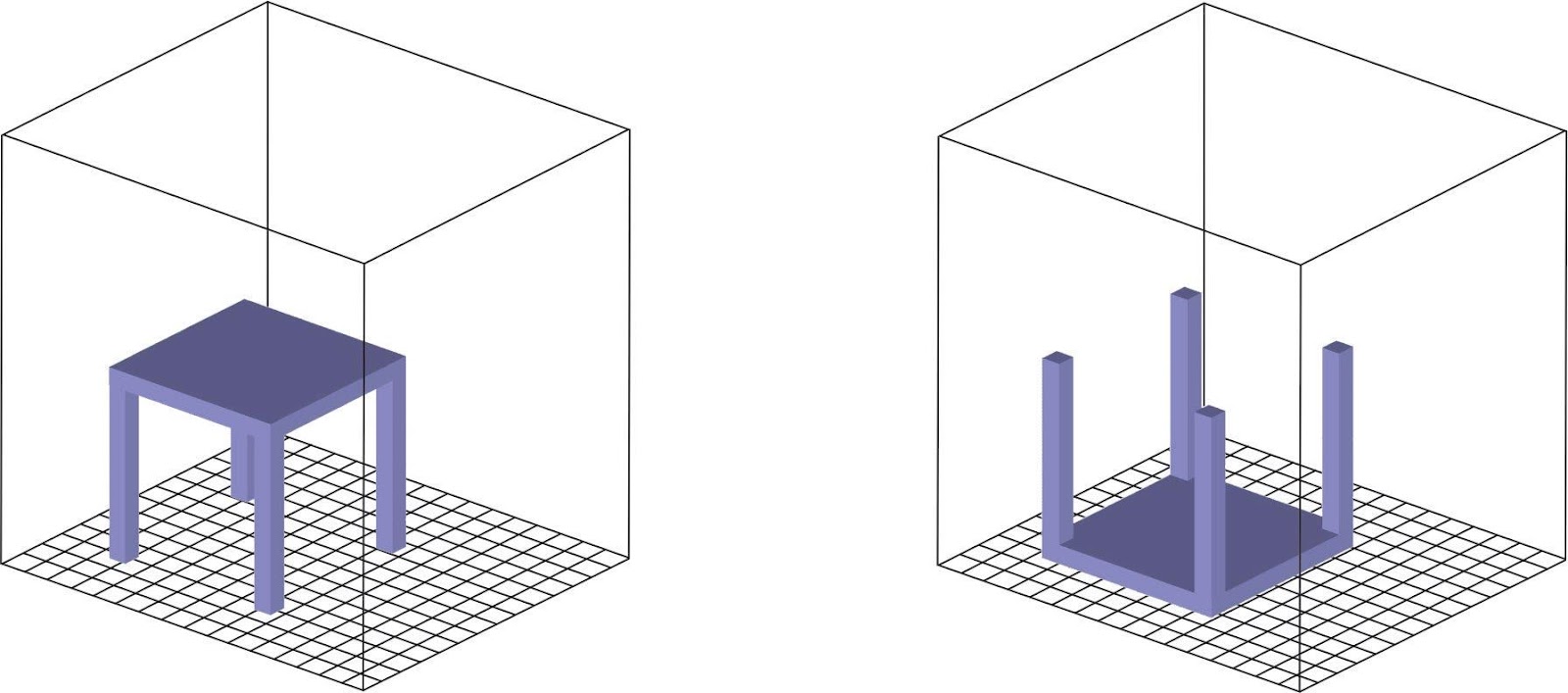
L'orientation des pièces peut avoir un effet considérable sur le temps nécessaire à la fabrication de vos pièces. En règle générale, plus la pièce est courte sur l'axe Z plus sa fabrication est rapide. La pièce de gauche ci-dessous sera beaucoup longue à fabriquer que la même pièce couchée sur la droite.

Utilisation du support
L'utilisation du support dépend également de l'orientation de la pièce. Tous les surplombs doivent être retenus par un matériau de support. Dans l'exemple ci-dessous, le stand de gauche aura une grande quantité de support dessous, alors que celui de droite n'aura besoin que d'une toute petite quantité de support. Une moindre quantité de matériau de support raccourcit également les temps de fabrication.
Qualité de la surface
Lorsque le dessus ou le fond d'une pièce comporte des surfaces incurvées, elles semblent « en escalier » après la fabrication. En orientant la pièce avec les surfaces incurvées positionnées sur l'axe Z (vers les côtés), les surfaces semblent beaucoup plus uniformes. Dans l'exemple ci-dessous, les ailes et le fuselage de l'avion sur la gauche présenteront un aspect en escalier, l'avion de droite sera plus long à fabriquer mais l'aspect final sera bien meilleur.

Retrait du support
Le retrait du support est un problème, en particulier lorsque des supports détachables sont utilisés. Dans l'exemple ci-dessous, le support qui remplit le trou le plus long de la pièce de gauche sera difficile à retirer car il s'avance profondément dans la pièce. La même pièce sur la droite ne nécessite pas de support dans le trou le plus long car elle est verticale et les supports seront relativement faciles à retirer dans les trous moins profonds.

Solidité de la pièce
L'orientation de la pièce exerce une grande influence sur sa solidité. Lorsqu'une contrainte est appliquée à une pièce, comme le porte-balai ci-dessous, il est préférable que les attaches se trouvent dans la même couche que le corps de la pièce (pièce de droite). L'adhérence entre deux couches est plus faible que l'auto-adhérence au sein de la couche. La pièce de gauche serait beaucoup plus fragile si elle était utilisée comme modèle fonctionnel. Pensez-y comme s'il s'agissait de fendre du bois. Il est facile de le fendre dans le sens du grain mais très difficile transversalement au grain.

Circulation d'air
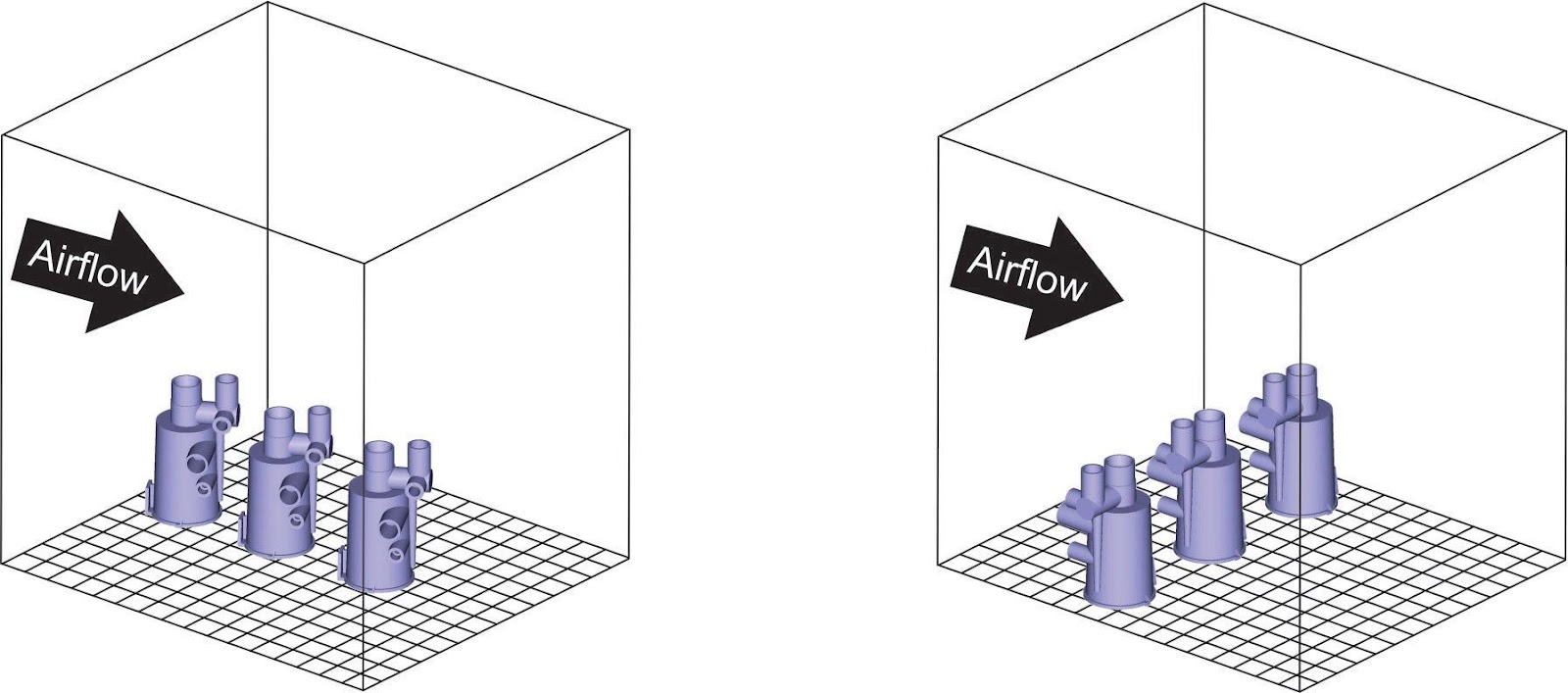
La circulation d'air dans la chambre de fabrication participe à refroidir chaque couche à la température de l'enveloppe pendant que le système fabrique. Il est préférable d'aligner les pièces sur l'axe des y (exemple de droite) pour éviter de bloquer la circulation d'air vers les autres pièces (exemple de gauche). Il est également conseillé de maintenir les sections détaillées et supportées de la pièce face au côté gauche de la chambre de fabrication (exemple de droite). Ainsi, les zones de contact entre le matériau du support et celui du modèle sont refroidies uniformément pour éviter la déformation des pièces.
Propriétés du matériau
Les options spécifiques disponibles pour les propriétés du matériau, à la fois pour le modèle sélectionné et l'ensemble du plateau, varient en fonction du type d'imprimante que vous utilisez. Des recommandations générales sont indiquées ci-dessous.
Hauteur de découpage
En règle générale, les couches les plus fines permettent des détails plus précis mais prolongent le temps de fabrication. Les couches plus épaisses raccourcissent les temps de fabrication mais augmentent la taille minimum des détails.
.010 po. correspond à l'épaisseur « standard » de la couche et convient à la plupart des applications. des épaisseurs de .007 po. et .005 po. sont utilisées pour les petites pièces très détaillées. une épaisseur de .013 po. est généralement utilisée pour les grandes pièces sans détails fins.
Styles de remplissage intérieur
Lors de la fabrication d'une pièce, vous pouvez choisir parmi plusieurs styles de remplissage intérieur. Le style que vous choisissez dépend de l'utilisation prévue pour la pièce. Des options supplémentaires sont disponibles si vous utilisez un 250mc.
Solide-normal : pas de zones ouvertes dans le remplissage de trame intérieur et un passage d'outil de contour. Ceci crée la pièce la plus solide et utilise le plus de matériau.

Épars : intérieur de trames unidirectionnelles associé à de multiples contours autour des limites de la pièce. Ce choix utilise le moins de matériau mais pour un résultat moins durable.

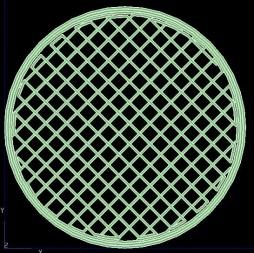
Épars - double densité : le mode Épars double densité est un intérieur de trames bidirectionnelles qui crée un motif de quadrillage, là encore avec de multiples contours autour des limites. Il s'agit d'un bon compromis entre utilisation du matériau et solidité de la pièce.
Style de support
Les supports sont créés pour soutenir les surplombs et éviter que la pièce ne s'effondre pendant sa fabrication. Il existe cinq types de support, chacun destiné à un usage spécifique.
Supports intelligents rétrécissent ou s'élargissent à mesure qu'ils s'éloignent de la pièce pour mieux soutenir le modèle en réduisant simultanément la quantité de matériau de support utilisée. Les supports SMART sont appropriés pour tous les modèles, surtout ceux ayant de grandes régions de support, et constituent le paramétrage par défaut pour les imprimantes utilisant un matériau de support soluble.
Les supports épars présentent des côtés verticaux. Le mode Épars utilise davantage de matériaux de support que SMART, mais il est également plus stable pour les grandes pièces fines.

Les supports d'entourage sont utilisés pour empêcher les pièces hautes et fines de basculer. Les supports d'entourage habillent complètement le modèle dans le support.

Les supports basiques sont généralement utilisés avec un matériau de support détachable. Ils présentent un motif de trames sans contour.


Angle d’autosupport
Des appuis sont générés chaque fois que l’angle de la surface de la pièce tombe en dessous d’un certain angle, appelé angle d’autosupport. La valeur recommandée pour l’angle d’autosupport varie selon les matériaux et les hauteurs de découpage. Cette valeur est une estimation prudente qui permet d’optimiser le taux de réussite de l’impression.
Vous pouvez modifier l’angle d’autosupport, pour augmenter ou diminuer le support créé. Cette possibilité permet aux concepteurs expérimentés d’appliquer leur connaissance du comportement des matériaux lors de l’impression pour obtenir une impression réussie. Chaque fois que l’angle d’autosupport est modifié, GrabCAD Print permet de revenir facilement à la valeur recommandée en sélectionnant l’action par défaut.
Agencement du plateau
Dans GrabCAD Print, l'outil Agencer offre deux options pour l'agencement automatique : « Agencer le plateau » et « Agencer le projet ». Elles fonctionnent de la même manière, à ceci près que l'option Agencer le plateau agence uniquement les pièces sur le plateau en cours alors que l'option Agencer le projet agence toutes les pièces sur tous les plateaux. Voici leur mode de fonctionnement :
- Chacune des pièces possède une boîte englobante théorique (forme cubique) tracée autour de ses plus grandes dimensions
- Les pièces sont ensuite placées sur un ou plusieurs plateaux, en commençant par l'angle d'origine (variable selon l'imprimante) de la plus grande à la plus petite, en ménageant un tampon de .25 po. autour de chaque boîte englobante.
- Ceci ne modifie pas l'orientation des pièces.
La plupart des pièces n'étant pas de forme cubique, elles peuvent souvent être imprimées beaucoup plus près les unes des autres que l'agencement automatique ne les aurait placées. Cliquez et faites glisser pour déplacer les pièces autour du plateau et cliquez avec le bouton droit de la souris sur les pièces pour les envoyer entre les plateaux.
À quel point les pièces peuvent-elles être proches ?
Sauf lorsqu'une pièce se croise avec une autre sur un plateau, vous pouvez accéder à l'affichage de découpe ou imprimer ce plateau, au risque d'un échec pendant le traitement du plateau. Ceci est dû au fait que les supports peuvent se croiser alors que GrabCAD Print ne peut pas savoir quel aspect auront les supports tant que le plateau n'est pas traité.
Voici à quel point la fonction « Agencer le plateau » rapproche les pièces 
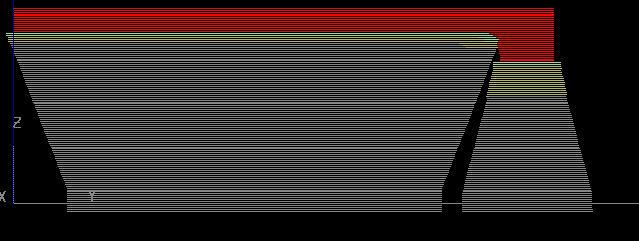
Une fois le plateau découpé, la première couche de support est mise en évidence si les pièces sont trop proches pour les imprimer :
