Prassi consigliate per la stampa 3D
GrabCAD Print semplifica la preparazione della stampa 3D permettendoti di lavorare direttamente con file CAD nativi senza prima doverli esportare in STL e consentendoti di disporre e dividere in strati tutti gli elementi nello stesso visualizzatore, senza la necessità di aprire un file del percorso utensile intermedio.
Ciononostante, esistono comunque diversi fattori lasciati alla discrezione dell'utente che possono influire notevolmente sull'esito della stampa. Questo articolo descrive come utilizzare GrabCAD Print per ottenere risultati ottimali.
Orientamento dei pezzi
Occorre considerare 6 cose quando si decide l'orientamento nel quale verrà costruito il pezzo. Valutarle bene tutte prima di scegliere un orientamento perché ognuna di esse può influire in modo sostanziale sulla costruzione. Esiste la possibilità che sia necessario rinunciare a qualcosa; decidi a cosa rinunciare in base all'intento del tuo progetto.
Velocità/tempo di costruzione
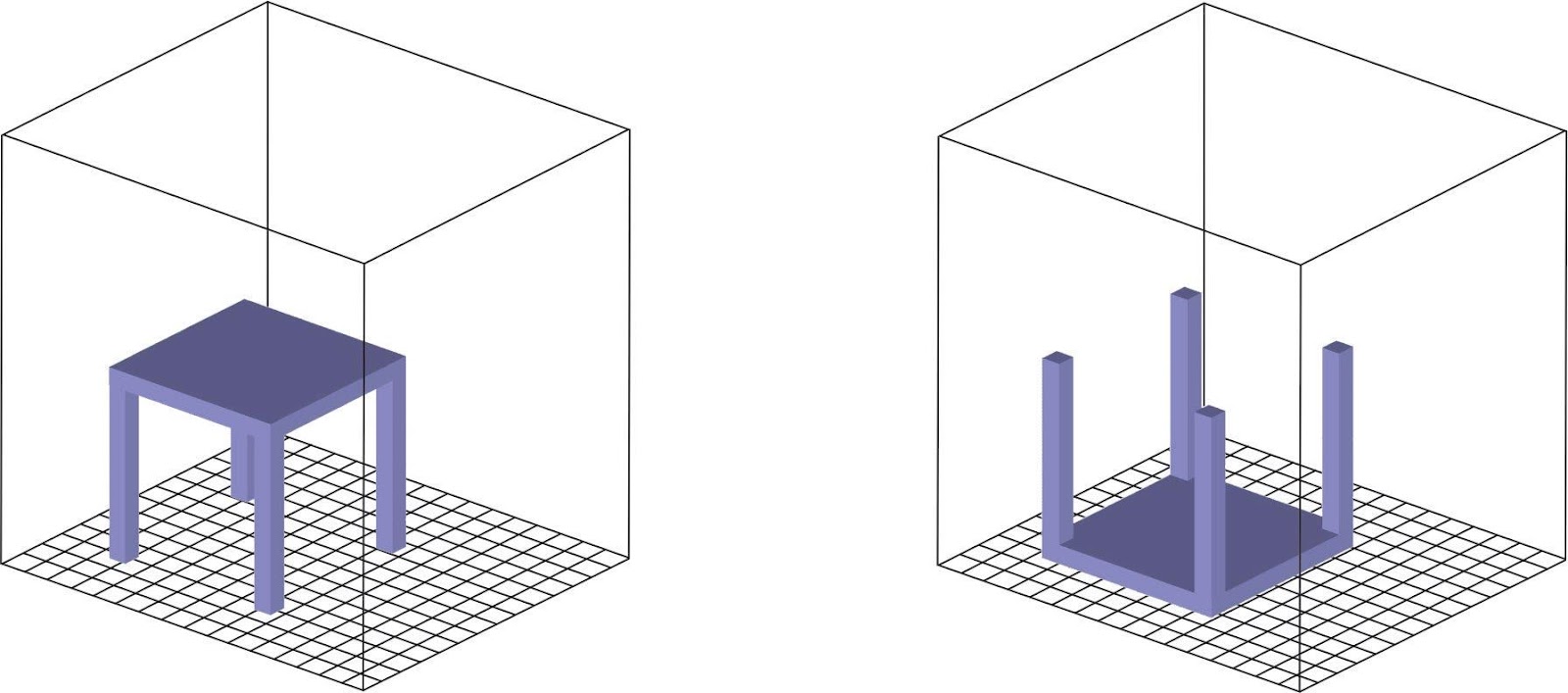
L'orientamento del pezzo può avere un effetto enorme sulla quantità di tempo necessaria a costruire il pezzo. In generale, più corto è il pezzo sull'asse Z, più rapida sarà la costruzione. Il pezzo a sinistra (sotto) impiegherà molto più tempo a essere costruito dello stesso pezzo a destra, che è poggiato orizzontalmente.

Uso di supporti
L'uso di supporti dipende anche dall'orientamento del pezzo. Eventuali parti sporgenti devono essere sostenute da materiale di supporto. Nell'esempio riportato di seguito, il piano di appoggio a sinistra ha bisogno di un grosso supporto sotto di esso, mentre il piano di appoggio a destra di un supporto minimo. Minore è la quantità di materiale di supporto utilizzato, più breve sarà il tempo necessario alla costruzione.
Surface quality
Quando ci sono superfici curve sulla parte superiore o inferiore del pezzo, questo apparirà "scalettato" al termine della costruzione. Orientando il pezzo con le superfici curve posizionate sull'asse Z (ai lati), le superfici appariranno molto più piane. Nell'esempio seguente, le ali e la fusoliera del jet a sinistra avranno un aspetto scalettato; il jet a destra impiegherà più tempo a essere costruito ma l'aspetto finale sarà decisamente migliore.

Rimozione dei supporti
La rimozione dei supporti è un problema soprattutto quando si utilizzano materiali di supporto asportabili. Nell'esempio seguente, i supporti che riempiono la cavità più lunga del pezzo di sinistra saranno difficili da rimuovere poiché sono inseriti in profondità nel pezzo. Lo stesso pezzo a destra non avrà bisogno di supporti nella cavità più lunga poiché è verticale e i supporti nelle cavità meno profonde saranno relativamente facili da rimuovere.

Resistenza dei pezzi
L'orientamento del pezzo influisce in maniera sostanziale sulla sua resistenza. Quando vengono applicate sollecitazioni a un pezzo, come il gancio reggiscopa qui sotto, l'ideale è che le linguette si trovino nello stesso strato del corpo principale del pezzo (pezzo a destra). L'aderenza di uno strato a un altro è più debole dell'aderenza intrinseca dello strato. Il pezzo a sinistra sarebbe molto meno resistente se utilizzato come modello funzionale. Per semplificare il concetto, pensiamo a quando si taglia la legna. La legna si spacca facilmente lungo le fibre ma è molto resistente se si tenta di spaccarla trasversalmente alle fibre.

Circolazione dell'aria
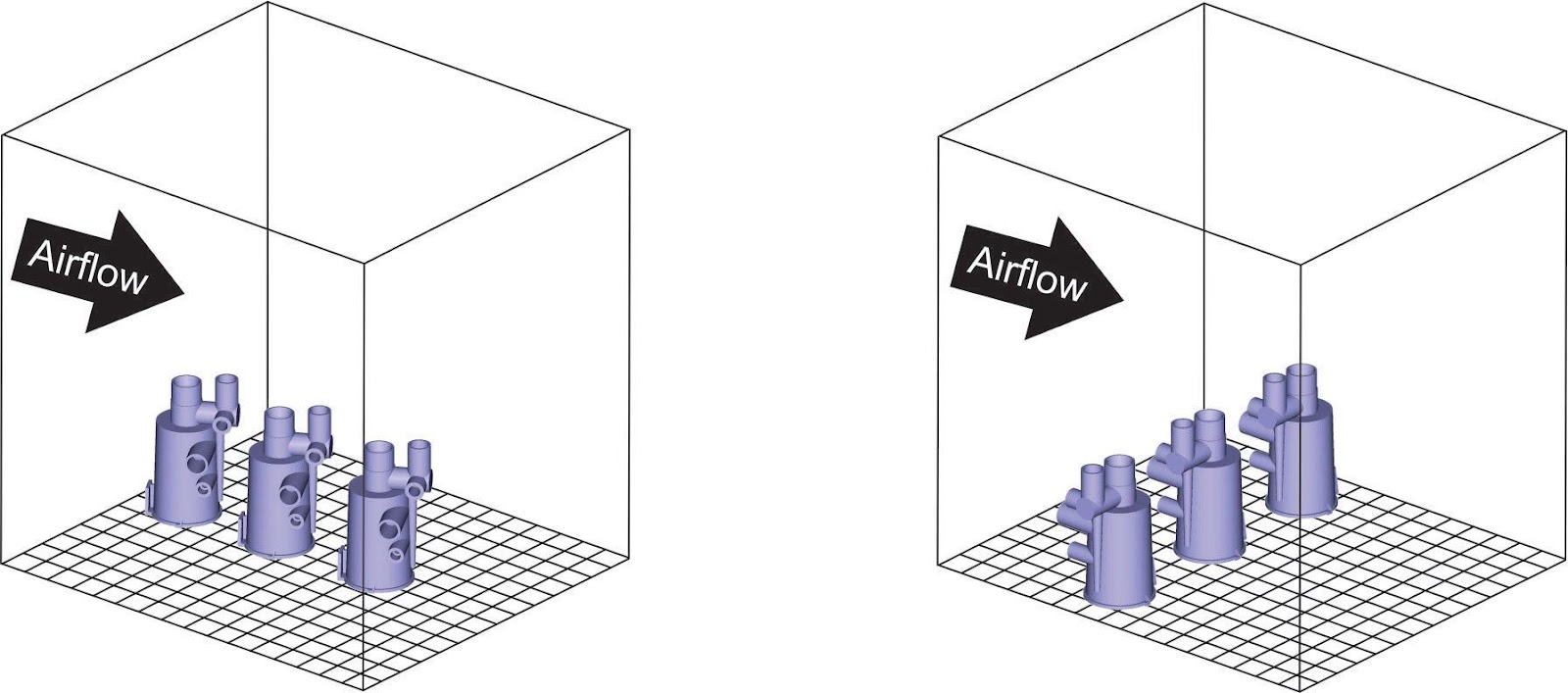
Mentre il sistema esegue la costruzione, l'aria che circola all'interno della camera di costruzione contribuisce a raffreddare ciascuno strato alla temperatura del volume. È consigliabile allineare i pezzi lungo l'asse y (esempio a destra) per evitare che l'aria venga bloccata e non raggiunga gli altri pezzi (esempio a sinistra). È buona norma anche mantenere le sezioni del pezzo contenenti dettagli e supporti rivolte verso il lato sinistro della camera di costruzione (esempio a destra). In questo modo le aree in cui si incontrano il supporto e il materiale del modello verranno raffreddate uniformemente e si eviteranno deformazioni del pezzo.
Material properties
Le opzioni specifiche disponibili per le proprietà dei materiali, sia per il modello selezionato che per l'intero vassoio, dipendono dal tipo di stampante utilizzata. Di seguito sono riportate alcune linee guida generali.
Altezza slicing
In generale, strati più sottili permettono di stampare dettagli più fini ma allungano i tempi della costruzione. Con strati più spessi i tempi di costruzione sono più veloci ma le dimensioni minime delle caratteristiche sono più grandi.
0.010" è lo spessore degli strati "standard", adatto alla maggior parte delle applicazioni. 0.007" e 0.005" sono utilizzati per pezzi piccoli e finemente dettagliati. 0.013" viene in genere utilizzato per pezzi di grandi dimensioni in cui i dettagli non sono importanti.
Stili di riempimento della parte interna
Quando si costruisce un pezzo, è possibile scegliere tra una serie di stili di riempimento dell'interno. Lo stile scelto dipende da quale sarà l'utilizzo cui il pezzo è destinato. Se stai utilizzando un 250mc, sono disponibili ulteriori opzioni.
Solido-normale: assenza di aree aperte sul riempimento raster della parte interna e un solo percorso utensile lungo il contorno. Queste condizioni creano i pezzi più resistenti e utilizzano quasi tutto il materiale.

Bassa densità: interno del raster bidirezionale combinato con una serie di contorni attorno ai bordi. Questa tecnica utilizza la quantità minima di materiale e assicura la minima resistenza.

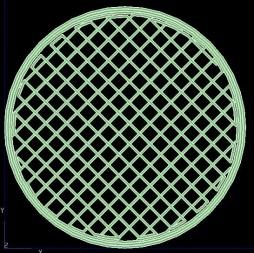
Bassa densità - doppia densità: bassa densità - doppia densità è un interno del raster bidirezionale che crea una griglia con una serie di contorni attorno ai bordi. Rappresenta un valido compromesso tra utilizzo del materiale e resistenza del pezzo.
Stile dei supporti
I supporti vengono generati per sostenere le parti sporgenti e impedire al pezzo di crollare durante la costruzione. Esistono cinque diversi tipi di supporti, ognuno per un uso specifico.
I supporti adattabili si restringono o si allargano man mano che si allontanano dal pezzo per sostenere meglio il modello e per ridurre la quantità di materiale di supporto utilizzato. I supporti ADATTABILI sono adatti a tutti i modelli, in particolare quelli con ampie regioni di supporto, e costituiscono l'impostazione predefinita per le stampanti che utilizzano materiale di supporto solubile.
I supporti a bassa densità hanno lati verticali. I supporti a bassa densità utilizzano più materiale di supporto rispetto ai supporti ADATTABILI ma sono anche più stabili per le parti alte.

Le strutture di supporto vengono utilizzate per impedire ai pezzi più alti di cadere. Le strutture di supporto racchiudono interamente il modello al loro interno.

I supporti base vengono generalmente utilizzati con materiali di supporto asportabili. Hanno un pattern orizzontale (raster) e sono privi di contorno.


Angolo autoportante
I supporti vengono generati ogni volta che l'angolo della superficie della parte scende al di sotto di un certo angolo noto come angolo autoportante. Il valore raccomandato per l'angolo autoportante varia a seconda del materiale e dell'altezza della slice. Questo valore è conservativo per offrire la migliore opportunità per una stampa di successo.
L'angolo autoportante può essere modificato, creando un supporto minore (o maggiore). Questa capacità è fornita per consentire ai progettisti esperti di applicare le loro conoscenze sul comportamento dei materiali durante la stampa per ottenere risultati ottimali. Ogni volta che l'angolo autoportante viene modificato, GrabCAD Print semplifica il ripristino del valore consigliato selezionando l'azione Predefinito.
Disposizione del vassoio
In GrabCAD Print, lo strumento Disponi prevede due opzioni di disposizione automatica: "Disponi vassoio" e "Disponi progetto". Queste due opzioni funzionano allo stesso modo, tranne per il fatto che con Disponi vassoio i pezzi vengono disposti solo sul vassoio corrente, mentre con Disponi progetto la disposizione viene eseguita per tutti i pezzi di tutti i vassoi. Ecco come funzionano:
- Attorno a ogni pezzo viene disegnato un cubo di delimitazione (bounding box) virtuale, che lo racchiude interamente.
- I pezzi vengono quindi posizionati sul o sui vassoi partendo dall'angolo iniziale (che varia a seconda del tipo di stampante) dal più grande al più piccolo, lasciando uno spazio di 0.25" attorno a ciascun cubo di delimitazione.
- L'orientamento dei pezzi non viene modificato.
Poiché la maggior parte dei pezzi non è di forma cubica, accade spesso che la stampa riesca meglio quando i pezzi sono molto vicini tra loro che non nella disposizione automatica. Fai clic e trascina i pezzi per spostarli sul vassoio e fai clic con il pulsante destro del mouse sui pezzi per trasferirli da un vassoio a un altro.
Quanto vicini possono essere posizionati i pezzi?
A meno che un pezzo non ne intersechi un altro sul vassoio, è possibile visualizzare l'anteprima dello slicing o stampare il vassoio. Tuttavia, potrebbe verificarsi un errore durante l'elaborazione del vassoio. Il motivo dell'errore potrebbe essere dovuto al fatto che i supporti si intersecano ma GrabCAD Print non può sapere come appaiono i supporti finché non elabora il vassoio.
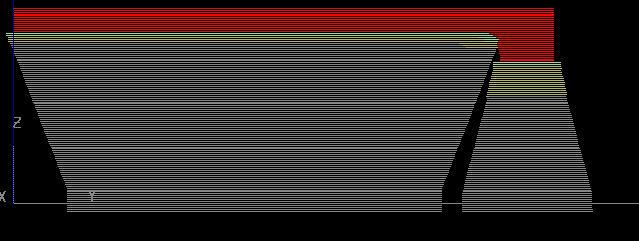
Ecco quanto vicini vengono posizionati i pezzi dalla funzione "Disponi vassoio": 
Dopo che il vassoio è stato diviso in sezioni, il primo strato di materiale viene evidenziato se i pezzi sono troppo vicini per la stampa:
