3D 造形ベスト プラクティス
GrabCAD Print によって 3D 造形の準備が簡単になります。これは、STL に最初にエクスポートすることなく、ネイティブ CAD ファイルに直接作業でき、中間のツールパス ファイルに移動することなく、同じビューアですべてを整理およびスライスできるためです。
これにもかかわらず、造形の満足度に大きく影響するいくつかの自由裁量的な要素があります。この記事は GrabCAD Print を使用して最高の結果を得るための方法について説明します。
パーツの方向
パーツを組み込む方向を決定する際には 6 項目を検討する必要があります。それぞれの項目が造形に大きな影響を与えるため、方向を選択する前にすべてを比較検討する必要があります。おそらく一部を犠牲にする必要があります。何を犠牲にするかは設計目的によって異なります。
スピード/造形時間
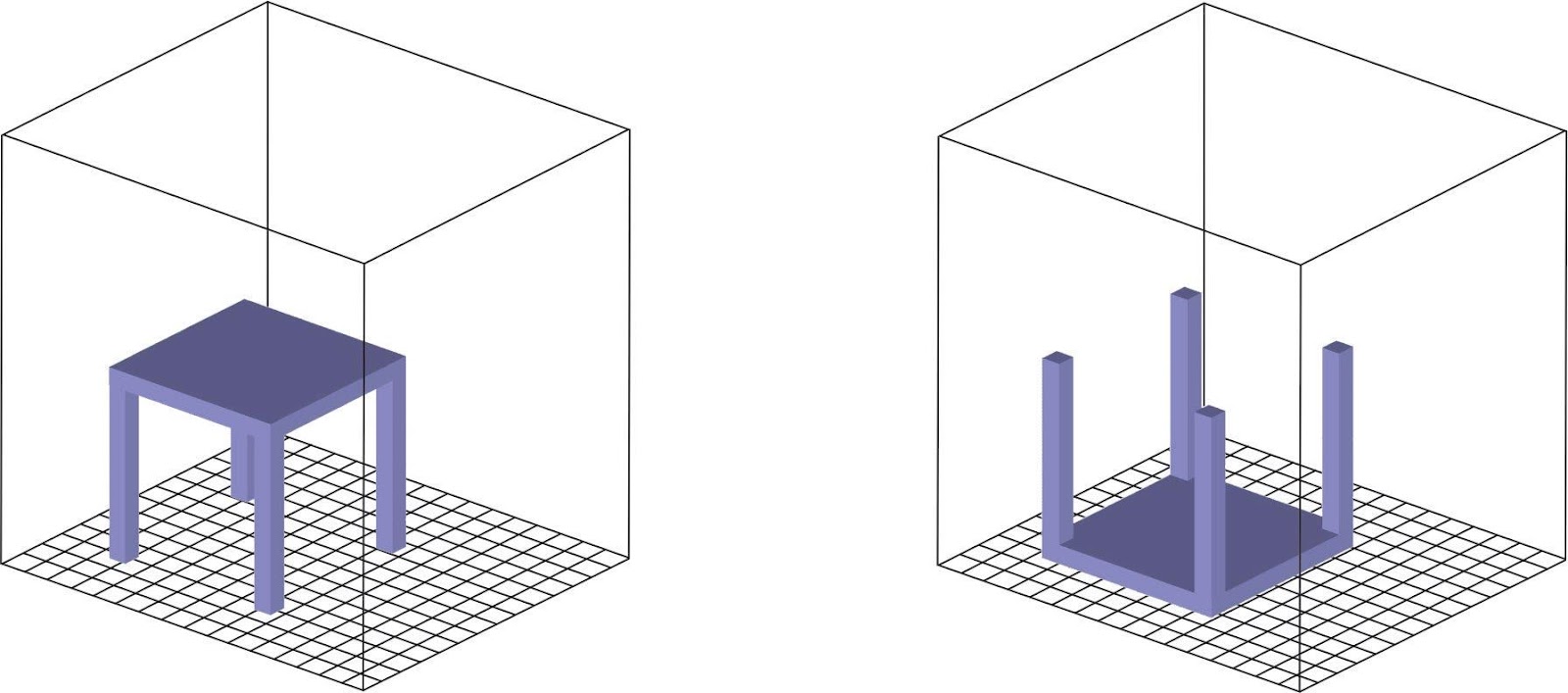
パーツの配置はパーツを造形する時間に大きな影響を与えます。一般的に、Z 軸にパーツが短いほど、造形時間が短縮されます。以下の左のパーツは右の同じパーツに比べて造形時間が長くなります。

サポートの使用法
サポートの使用はパーツの配置によります。張り出しがある場合はサポート樹脂で保持します。以下の例では、左のスタンドの下に大量のサポートがあり、右のスタンドにはサポートがほとんど使用されていません。サポート樹脂を少なくすると、造形時間が短縮されます。
表面の品質
パーツの下部に曲面がある場合、造形後に「階段」で表示されます。Z 軸に (両側に) 配置された曲面でパーツを配置すると表面がよりスムーズに表示されます。以下の例では、左のジェットの翼と胴体部は段になり、右のジェットは造形に時間がかかりますが、完成時の外観は向上します。

サポートの取り外し
特にブレークアウェイ サポートを使用する場合に、サポートの取り外しが問題になります。以下の例では、左のパーツの長い穴を埋めるサポートはパーツの内部に深く入っているため取り外しが困難です。右側の同じパーツは垂直なため長い穴でサポートを必要としません。また、浅い穴のサポートは比較的簡単に取り外せます。

パーツの強度
パーツの方向はパーツの強度に大きな影響があります。以下のブルーム ホルダーなどパーツに圧力をかける場合、タブがパーツ (右のパーツ) のボディーと同じレイヤーにあるほうが好ましい結果になります。別のレイヤーへの密着は、それ自体のレイヤーの密着よりも弱くなります。左のパーツは機能モデルとして使用するとはるかに弱くなります。これは木を割るのに例えられます。木目で割るのは簡単ですが、木目をまたいで割るのは非常に困難です。

空気流
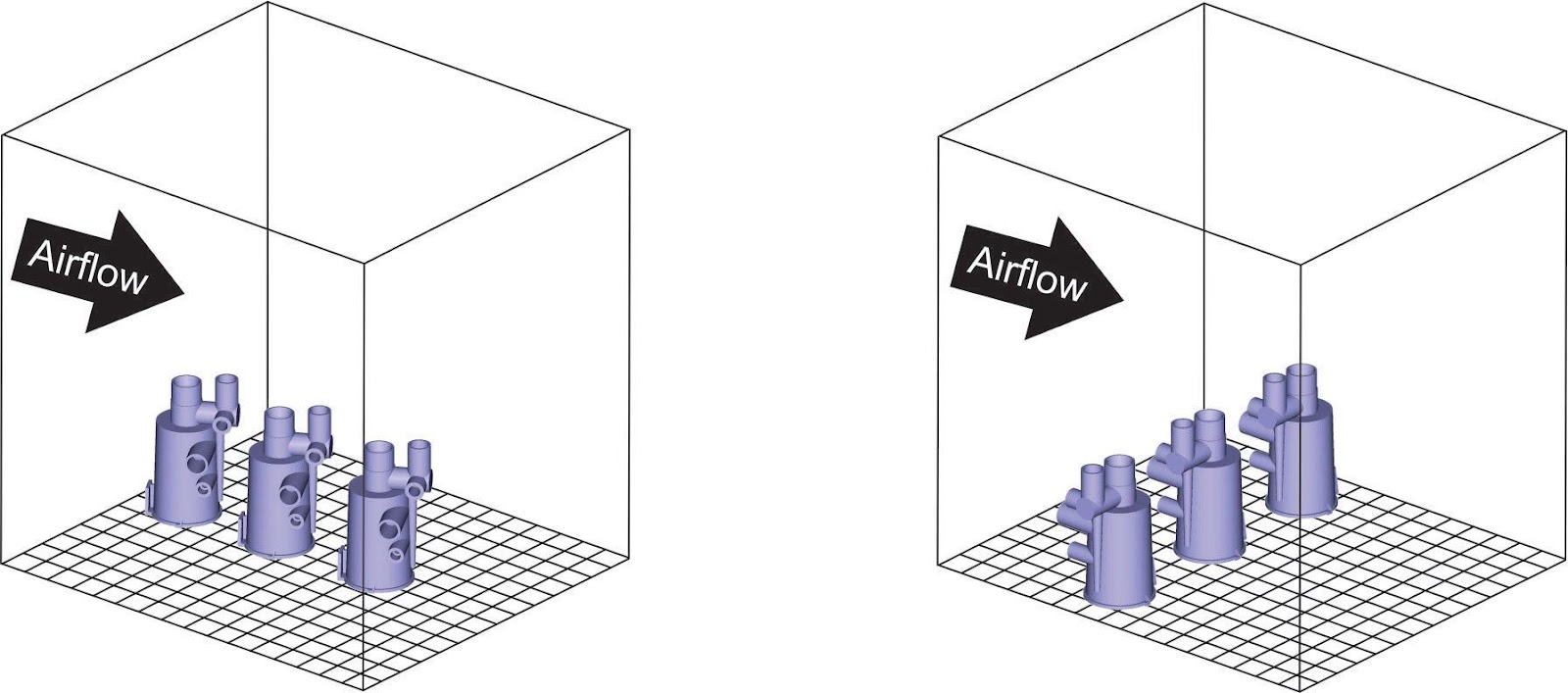
造形チャンバーの空気流によって、システムの造形に合わせて各レイヤーを造形室の温度になるまで冷却できます。他のパーツへの空気流がブロックされないように (左の例)、パーツを Y 軸 (右の例) に合わせることが推奨されます。造形チャンバーの左側を向いているパーツの詳細なサポート部分 (右の例) を維持することが推奨されます。これによって、パーツがゆがむのを防止するためにサポートとモデル樹脂が一致する領域を均一に冷却することができます。
樹脂プロパティ
選択したモデルとトレイ全体で、樹脂プロパティで利用できる具体的なオプションは使用しているプリンタのタイプによって異なります。以下は一般的なガイドラインです。
スライス高さ
一般的に、薄いレイヤーは詳細を細かくすることができますが、造形時間が長くなります。厚いレイヤーは造形時間が短くなりますが、形状の最小サイズが大きくなります。
0.010” は「標準」レイヤーの厚さでほとんどのアプリケーションに適しています。細かな調整が必要な小型パーツには 0.007” と 0.005” が使用されます。0.013” は一般的に細かな調整を必要としない大型パーツに使用されます。
内部塗りつぶしスタイル
パーツを造形する際に、選べる内装の塗りつぶしスタイルがいくつかあります。選択するスタイルは、パーツの用途によって異なります。250mc を使用している場合、追加オプションがあります。
固形 (標準):内部ラスターの塗りつぶしには空間はなく、等高線が 1 つのツールパス。これは最も強力なパーツを作り出し、最も多く樹脂を使用します。

スパース:パーツの境界線の周囲に複数の等高線を組み合わせた単方向ラスター内装です。これは樹脂の使用量が最も少なく、耐久性が最も弱くなります。

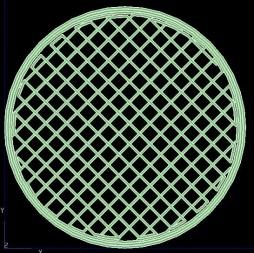
スパース – 倍密度:スパース倍密度は、境界線の周囲に複数の等高線があるグリッド パターンを作り出す双方向ラスター内装です。これは、樹脂の使いやすさとパーツの強度をほどよく組み合わせたものです。
サポート スタイル
サポートはオーバーハングをサポートして、造形中にパーツが崩れないようにします。それぞれに特有の用途の 5 つの異なるサポート タイプがあります。
スマート サポート はパーツから遠くなるに従って幅が上下し、使用するサポート樹脂の量を削減しながらモデルのサポートを最適にします。SMART (スマート) サポートはすべてのモデル (特に、大きなサポート領域のあるモデル) に適しており、水溶性サポート樹脂を使用する造形ではデフォルトの設定になっています
スパース サポートには垂直面があります。スパースはスマートよりも多くのサポート樹脂を使用しますが、高く薄いパーツでは安定性も高くなります。

周辺サポートは背が高い薄型パーツが落ちないように使用します。周辺サポートはサポート内のモデルを完全に覆います。

基本サポートは一般的にブレークアウェイ サポート樹脂で使用されます。周辺に等高線のないラスター パターンがあります。


自立角度
部品表面の角度が、自立角度と呼ばれる特定の角度を下回るたびに、サポートが生成されます。自立角度の推奨値は、材料やスライスの高さによって異なります。この値は、印刷を成功させる最良の機会を提供するために保守的なものにしています。
自立角度を変更して、その結果、サポートを少なくする(または増やす)ことができます。この機能は、経験豊富なデザイナーが造形時に材料の動作に関する知識を活用して造形を成功させるために提供されています。自立角度が変更された場合でも、GrabCAD Printは、 デフォルト アクションを選択すると簡単に推奨値に戻ることができます。
トレイの整理
GrabCAD Print では、整理ツールには、[トレイの整理] と [プロジェクトの整理] の 2 つの自動整理オプションがあります。トレイの整理が現在のトレイ上のパーツのみ整理し、プロジェクトの整理がすべてのトレイでパーツをすべて整理する点以外は、同じように動作します。仕組みは次のようになっています。
- 各パーツは理論的に最大の寸法の周囲に境界ボックス (キューブ状) が描画されます。
- パーツはホームの角 (プリンタのタイプによって異なる) を始点に大きいものから順にトレイ上に配置され、境界ボックスの周りに 0.25" のバッファーができます。
- これは、パーツの方向は調整しません。
ほとんどのパーツはキューブ状なので、多くの場合に自動整理で配置されるよりも近くにパーツを造形できます。パーツをクリック アンド ドラッグしてトレイの周りで移動し、パーツを右クリックしてトレイ間で移動します。
パーツはどの程度近くに配置できますか?
パーツが別のトレイに交差しない限り、スライス プレビューに進むか、そのトレイを造形できますが、トレイが処理されてる場合は失敗します。この理由はサポートが交差する可能性があり、トレイが処理されるまで GrabCAD Print でサポートの外観が分からないためです。
これは「トレイの整理」がどの程度これらのパーツを近くに配置するか示します。 
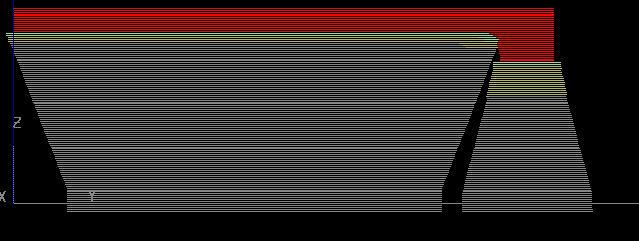
トレイがスライスされると、パーツが造形に近すぎる場合に最初のサポート レイヤーがハイライトされます。
