3D-печать — практические советы
GrabCAD Print упрощает подготовку к печати 3D, позволяя вам работать непосредственно с исходными файлами САПР, не прибегая к экспорту в STL, а также размещать и разбивать детали на слои в одной и той же программе просмотра, не обращаясь к промежуточному файлу траектории инструмента.
Несмотря на это, остаются еще несколько факторов на ваше усмотрение, которые могут оказать значительное влияние на то, будет ли результат вашей печати удовлетворительным. В данной статье описано, как использовать GrabCAD Print для получения наилучших результатов.
Ориентация детали
Существует 6 аспектов, которые необходимо принять во внимание при определении ориентации модели. Прежде чем выбрать ориентацию, необходимо рассмотреть их все, поскольку каждый из них может сильно повлиять на процесс печати. Скорее всего, чем-то придется пожертвовать; чем именно — будет зависеть от ваших планов.
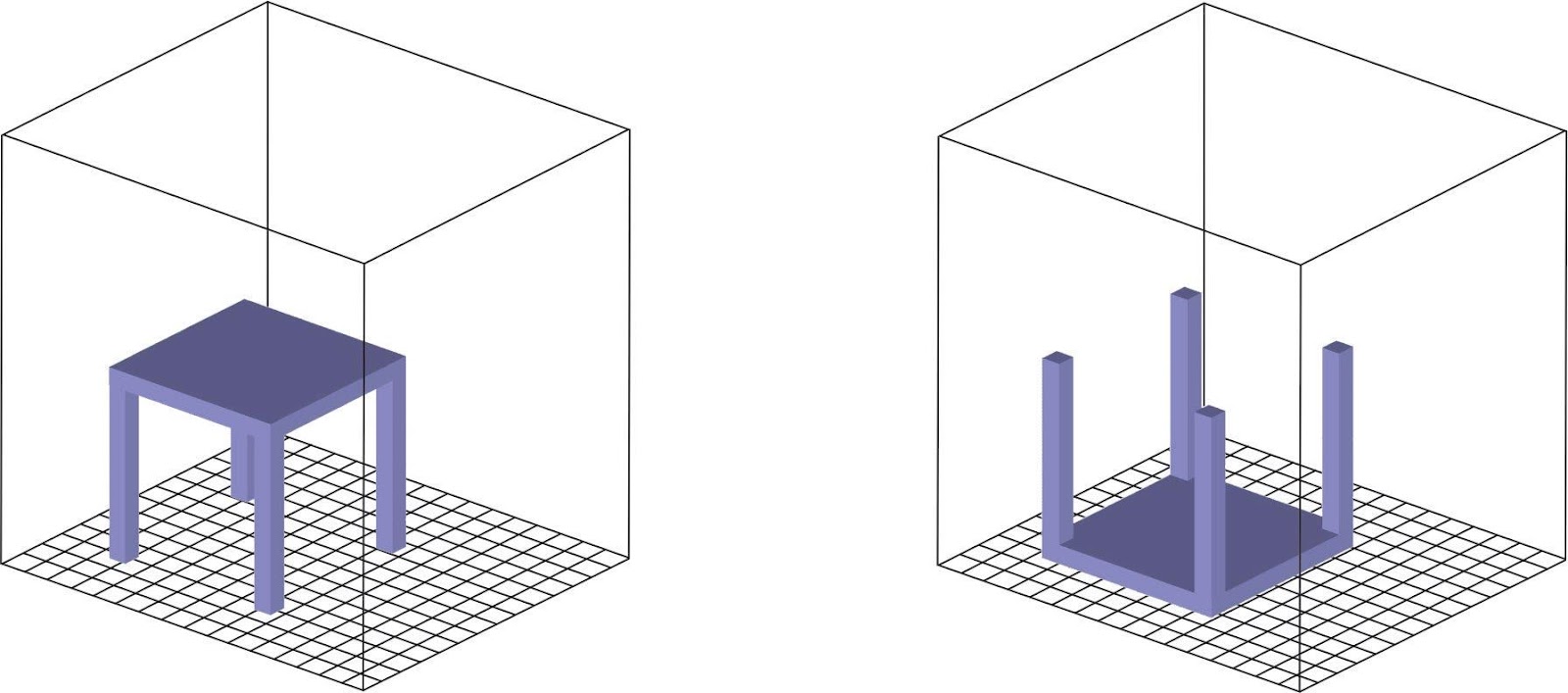
Скорость/время печати
Ориентация детали может оказывать огромное влияние на количество времени, необходимое для печати детали. Обычно чем короче деталь по оси Z, тем быстрее она распечатывается. В приведенном ниже примере деталь слева будет печататься намного дольше, чем та же деталь справа.

Использование опор
Использование вспомогательного материала также зависит от ориентации детали. Все выступы должны поддерживаться вспомогательным материалом. В приведенном ниже примере для стойки слева потребуется очень большое количество вспомогательного материала, расположенного под ней, а в стойке справа будет использовано минимальное количество вспомогательного материала. При использовании меньшего количества вспомогательного материала сокращается время печати.
Качество поверхности
Когда в верхней или нижней части детали имеются изогнутые поверхности, после печати они имеют вид «лесенок». При ориентации детали таким образом, чтобы изогнутые поверхности располагались на оси Z, они будут выглядеть намного более гладкими. В приведенном ниже примере крылья и фюзеляж самолета слева будут иметь ступенчатые поверхности, а самолет справа будет печататься дольше, но окончательный внешний вид его будет намного лучше.

Удаление опор
Удаление опор представляет проблему особенно при использовании отламываемого материала. В приведенном ниже примере вспомогательный материал, заполняющий более длинное отверстие в левой модели, будет трудно удалить, поскольку он располагается глубоко внутри детали. Та же деталь справа не требует вспомогательного материала в более длинном отверстии, поскольку располагается вертикально, а вспомогательный материал в неглубоких отверстиях будет сравнительно легко удалить.

Прочность детали
Ориентация модели имеет большое значение для прочности детали. Если к детали прикладывается усилие, как, например, к держателю щетки ниже, лучше, чтобы язычки находились на одном слое с корпусом детали (деталь справа). Сцепление одного слоя с другим слабее, чем сцепление внутри одного слоя. Деталь слева будет значительно менее прочной при использовании в роли функциональной модели. Это аналогично расщеплению древесины. Очень легко расщепить ее вдоль волокон, но очень трудно поперек.

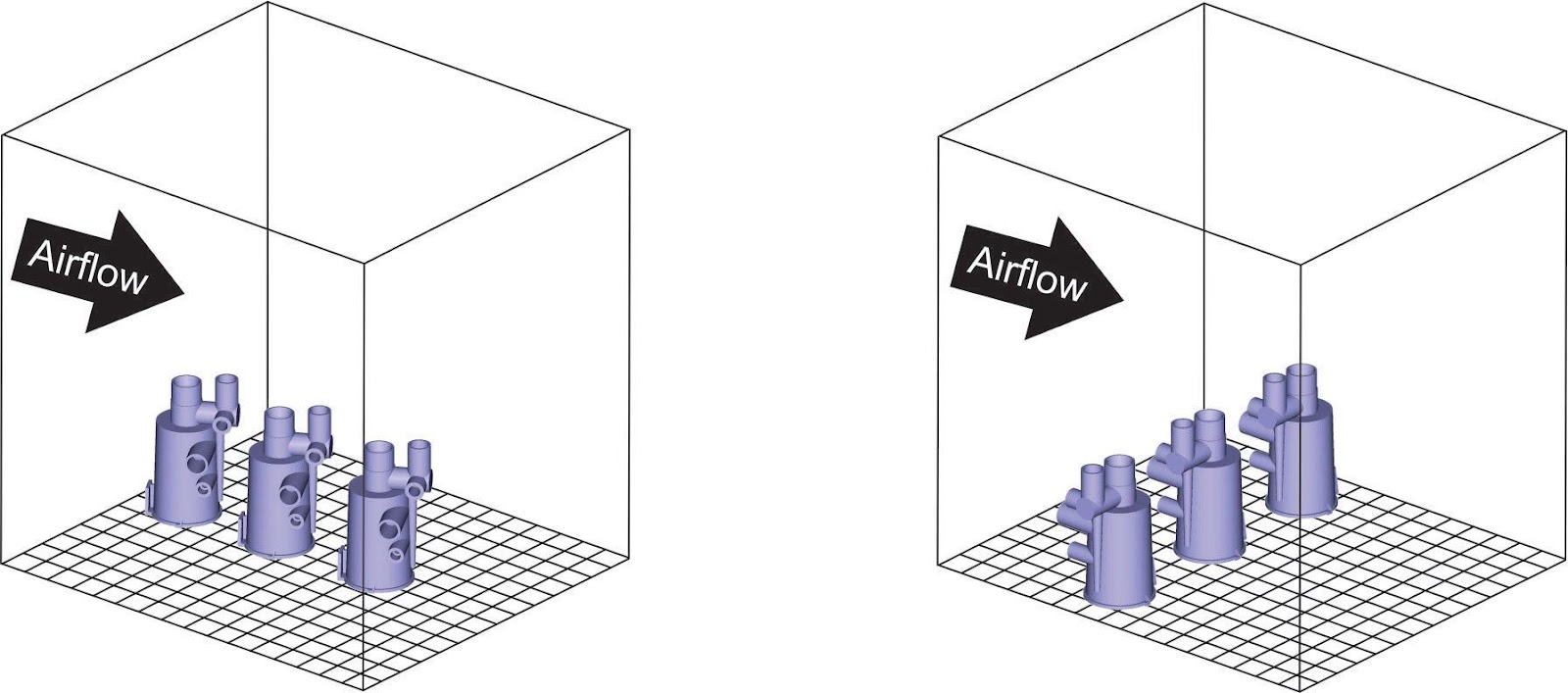
Воздушный поток
Воздушный поток в камере печати способствует охлаждению каждого слоя до температуры камеры, пока система выполняет печать. Лучше выравнивать детали по оси Y (пример справа), чтобы не препятствовать воздушному потоку проникать к другим деталям (пример слева). Лучше также располагать более подробные части детали с вспомогательным материалом в левой части камеры печати (пример справа). Благодаря этому те области, где материал модели и вспомогательный материал соприкасаются, будут охлаждаться более равномерно, что позволит избежать искажений детали.
Свойства материала
Конкретные параметры свойств материала, как для модели, так и для всего лотка, зависят от типа используемого принтера. Ниже приведены общие рекомендации.
Высота слоя
В целом более тонкие слои позволяют создавать более мелкие детали, но удлиняют время печати. Толстые слои укорачивают время печати, но увеличивают минимальный размер детали.
0,010” представляет собой стандартную толщину слоя и используется в большинстве случаев. 0,007” и 0,005” используются при печати небольших моделей с большим количеством деталей. 0,013” обычно используется при печати больших моделей, где нет мелких деталей.
Стиль внутреннего заполнения
При печати модели можно выбрать один из нескольких стилей внутреннего заполнения. Выбор стиля зависит от того, как предполагается использовать модель. При использовании 250mc имеются дополнительные возможности.
Сплошной-нормальный: нет открытых областей внутренней заливки и один контур траектории инструмента. При этом будет создана наиболее прочная деталь и использовано наибольшее количество материала.

Разреженный: однонаправленный внутренний растр в сочетании с несколькими контурами вокруг границ детали. При этом будет использовано наименьшее количество материала и будет получена наименьшая прочность.

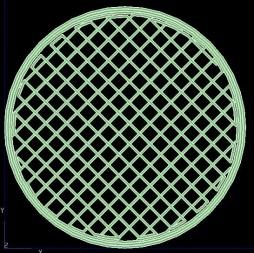
Разреженный — двойная плотность: разреженная опора двойной плотности представляет собой двунаправленный внутренний растр, создающий сетку с несколькими контурами вокруг границ. Это хороший компромисс между использованием материала и прочностью детали.
Стиль вспомогательного материала
Опоры создаются для поддержки выступающих частей детали и предотвращают ее разрушение во время печати. Существует пять типов опор, каждый из которых имеет собственную область применения.
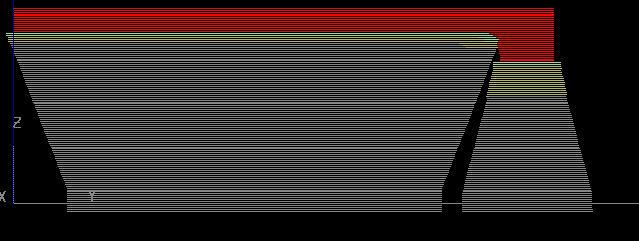
Интеллектуальные опоры будут сужаться или расширяться по мере удаления от детали для наилучшей поддержки модели и уменьшения количества используемого вспомогательного материала. Подложка SMART подходит для всех моделей, особенно для тех, где имеются большие области вспомогательного материала, и установлена по умолчанию для принтеров, использующих растворимый вспомогательный материал.
Разреженные опоры имеют вертикальные стороны. В разреженных опорах используется больше вспомогательного материала, чем в интеллектуальных, но они также более стабильны в высоких и тонких деталях.

Опоры из вспомогательного материала используются для того, чтобы высокие и тонкие детали не падали. Подложка из вспомогательного материала полностью окружает модель вспомогательным материалом.

Базовые опоры обычно используются с отламываемым вспомогательным материалом. Они имеют растровый узор без контура вокруг.


Угол самонесущего материала
Опоры создаются всякий раз, когда угол поверхности детали падает ниже определенного угла, известного как самонесущий угол. Рекомендуемое значение для самонесущего угла варьируется для разных материалов и высоты среза. Это значение является консервативным, чтобы обеспечить наилучшую возможность для успешной печати.
Самонесущий угол может быть изменен, в результате чего создается меньшая (или большая) подложка. Эта возможность позволяет опытным дизайнерам применять свои знания о поведении материала при печати для достижения более высокого качества печати. Всякий раз, когда изменяется самонесущий угол, GrabCAD Print позволяет легко вернуться к рекомендуемому значению, выбрав действие По умолчанию.
Размещение объектов на лотке
В GrabCAD Print инструмент Разместить имеет два варианта автоматического размещения: «Разместить лоток» и «Разместить проект». Они работают одинаково, только команда «Разместить лоток» размещает детали только на текущем лотке, а команда «Разместить проект» размещает все детали на всех лотках. Вот как это работает:
- Вокруг каждой детали по ее наибольшим размерам формируется ограничительная рамка
- Затем детали размещаются на лотке начиная от исходного угла (варьируется в различных типах принтеров) от большей к меньшей с сохранением буфера 0,25" вокруг каждой ограничительной рамки.
- При этом регулировка ориентации какой-либо детали не производится.
Поскольку большинство деталей не имеют кубической формы, часто их можно распечатать намного ближе друг к другу, чем это выполняется при автоматическом размещении. Нажмите и перетаскивайте детали на лотке, а правой кнопкой мыши отправляйте их на другие лотки.
Как близко можно располагать детали?
Если деталь не пересекается с другой деталью на лотке, можно перейти в режим предварительного просмотра слоя или распечатать этот лоток, однако при обработке лотка могут возникнуть ошибки. Причиной этого может быть возможное пересечение вспомогательного материала, но GrabCAD Print не может предположить, как будет выглядеть вспомогательный материал, пока лоток не будет обработан.
Вот на каком расстоянии команда «Разместить лоток» располагает эти детали: 
После того как лоток разбит на слои, первый слой вспомогательного материала будет подсвечен, если детали располагаются слишком близко для печати:
