3D 打印最佳实践
GrabCAD Print 简化了 3D 打印的准备工作,不仅允许您在未先行导出 STL 的情况下直接操作原生的 CAD 文件,并且无需转到中间路径文件即可在同一查看器中进行排列和切割。
除此之外,还有几个因素需要您来决定,这些因素会对打印效果是否令人满意有着很大的影响。本文将介绍如何使用 GrabCAD Print 取得最佳结果。
零件定向
决定零件成型的定向时,共有 6 点需要考虑。您应该对所有零件进行称重,然后再选择定向,因为每个零件都会对成型产生重大影响。有可能会需要牺牲一些部分;如何决定牺牲对象取决于您的设计意图。
速度/成型时间
零件定向会对零件成型所需的时间产生巨大的影响。一般而言,零件的 Z 轴越短,成型的速度越快。左下方的零件成型花费的时间要比右侧躺倒的相同零件长。

支撑的使用
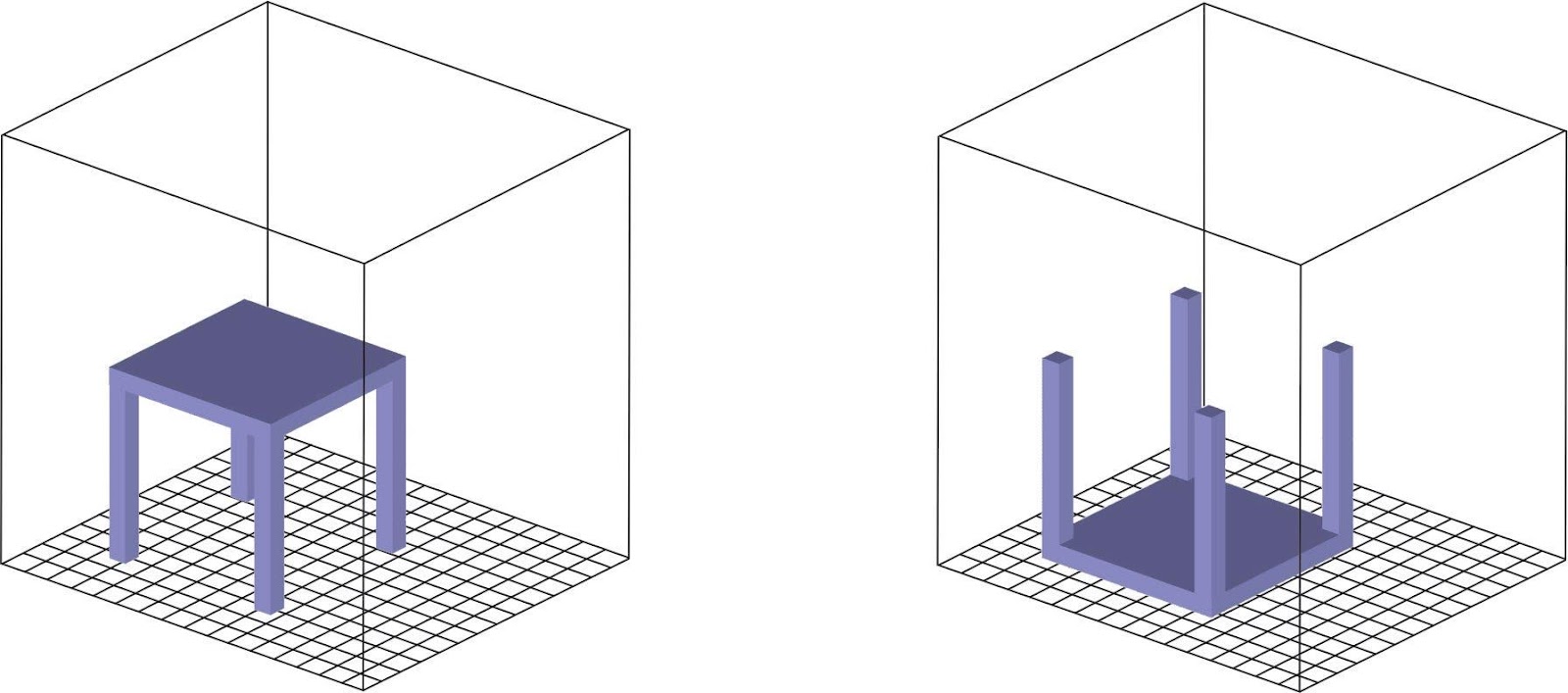
支撑的使用也取决于零件的定向。悬空部分必须由支持材料提供支撑。在以下的示例中,左侧的台子需要在下方提供大量的支撑,而右侧的台子只需用到最少量的支撑。需要的支持材料越少,成型的时间越短。
表面质量
当零件顶部或底部存在曲面时,成型后会呈现出“阶梯型递进”。利用放置在 Z 轴上的曲面调整零件定向(向着侧边),可以让表面外观更为平滑。在以下示例中,左侧喷气机的机翼和机身会呈现阶梯型外观,右侧喷气机的成型时间更长,但成品外观的效果更好。

移除支撑
需要考虑移除支撑的相关问题,尤其是使用了剥除性支持材料时。在以下示例中,填充左侧零件上较长孔洞的支撑将会难以移除,因为支撑在零件内部较深的位置。右侧相同的零件上较长的孔洞不需要支撑,因为该孔洞是垂直的,较浅的孔洞相对容易移除。

零件强度
零件定向对于零件强度有很大的影响。对零件(例如下方的扫把架)施加压力时,最好让选项卡与零件本体(右侧的零件)位于同一图层。图层与图层之间的粘着力比图层内部的粘着力要弱。左侧的零件在用作功能模型时,效果更差。您可以将它比拟为伐木。想要分开颗粒十分容易,但想穿透颗粒便非常困难。

气流
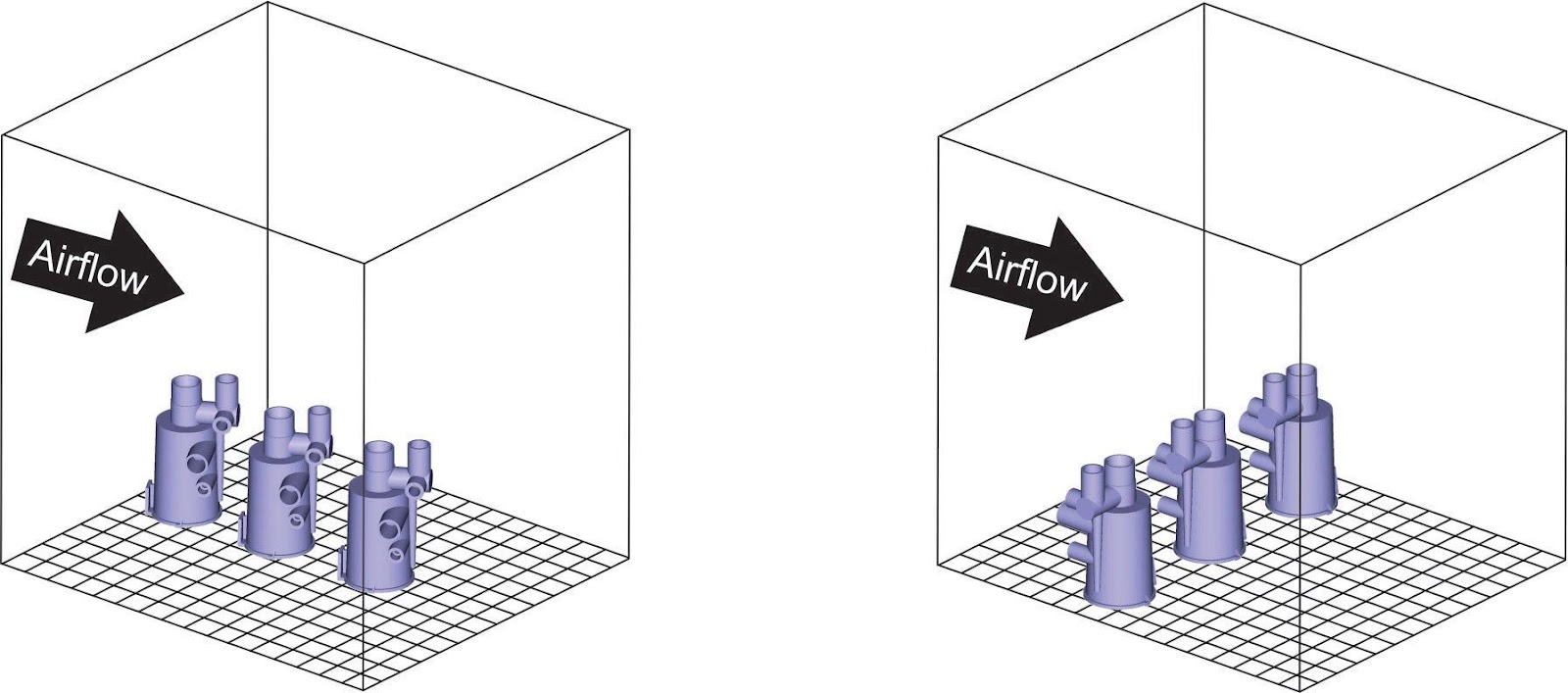
成型室中的气流有助于将各个图层冷却到系统成型时成型空间的温度。最好在 Y 轴上对齐零件(右侧示例)以避免其他零件(左侧示例)阻碍气流。保证零件的精细部分和支撑部分始终面向成型室的左侧也很好(右侧示例)。这样可以让区域内的支撑的模型材料均匀冷却,以免零件出现变形。
材料属性
材料属性可用的具体选择(既可应用于所选模型,也可应用于整个托盘)取决于您使用的打印机类型。下方为一些常见的指南。
切片高度
通常,图层越薄,细节越为精细,但成型的时间也会越长。图层较厚将会缩短成型时间,但会增加最小特征尺寸。
.010” 是“标准的”图层厚度,适用于大多数应用。.007” 和 .005” 用于需要呈现精细细节的零件。.013” 通常用于对精细细节没有要求的大型零件。
内部填充风格
成型零件时,有几种内部填充风格可供选择。您选择的风格取决于零件的预期用途。如果您使用的是 250mc,则还有其他一些选择。
纯色法线:内部光栅填充和轮廓路径上没有开放区域。这样可以形成最坚韧的零件并使用最多的材料。

稀疏:从内部结合零件边界附近的多个轮廓的单向光栅。这样可以使用最少的材料,也是最不经用的选择。

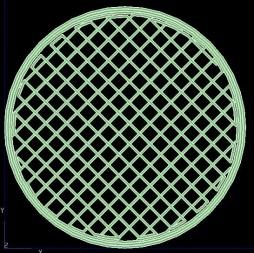
稀疏 – 双密度:稀疏双密度是可以从内部根据边界附近的多个轮廓产生行程产生网状图样的双向光栅。需要在材料使用和零件强度之间做出很好的妥协。
支持模式
生成支撑部分以撑起悬空部分,以免零件在成型时塌陷。共有五种不同的支持类型,每种都有特定的用途。
智能支撑 减少所用的支持材料时,支撑会缩窄或扩宽,因为略微远离零件才能为模型提供最佳的支撑效果。“智能”支撑适合于所有模型,特别是带有大型支撑区域的模型,并且其是使用可溶性支撑材料的打印机的默认设置。
稀疏的支撑有垂直的侧边。“稀疏”使用的支持材料比“智能”要多,但对于高而细的零件来说,其也更为稳定。

周围的支撑用于确保高细型零件不会倾覆。周围的支撑完全包住了支撑中的模型。

基本支撑通常结合剥除性支持材料一起使用。其光栅图样的周围并无轮廓。


自我支撑角度
每当零件表面的角度低于某个角度(称为自我支撑角度)时就会生成支撑材料。自我支撑角度的建议值因材料和切片高度而异。为了提供成功打印的最佳机会,此值较为保守。
您可以更改自我支撑角度,以增加或减少创建的支撑材料数量。提供此功能是为了让有经验的设计师运用自己对材料行为的了解来成功进行打印。更改自我支撑角度时,GrabCAD Print 允许您通过选择默认操作来轻松恢复建议值。
托盘排列
在 GrabCAD Print 中,排列工具的自动排列有两种选择:“排列托盘”和“排列项目”。它们的工作方式相同,除了“排列”托盘只会排列当前托盘上的零件,而“排列”项目会排列所有托盘上的所有零件。以下是作用原理:
- 每个零件在最大尺寸附近都绘有一个理论上的边界框(立方体形)。
- 之后按从大到小的顺序从原位角开始在托盘上放置零件(根据打印机类型而有所不同),在每个边界框周围留出 0.25" 的缓冲区。
- 这并不会调整任何零件的定向。
因为大多数零件不是立方体形的,所以零件即使放置得比自动排列放置更为紧密,也可以成功打印。单击并拖动以在托盘附近移动零件,然后右键单击零件以将其发送到托盘之间。
零件可以放置得多紧密?
除非零件与托盘上的其他零件相交,否则都可以进入切片预览或打印该托盘,但是此过程可能会因为托盘正在进行处理而失败。这是因为支撑可能会相交,但是直到托盘处理完成后 GrabCAD Print 才会知道支撑的呈现效果。
以下是“排列托盘”可以将这些零件放置得多么紧密: 
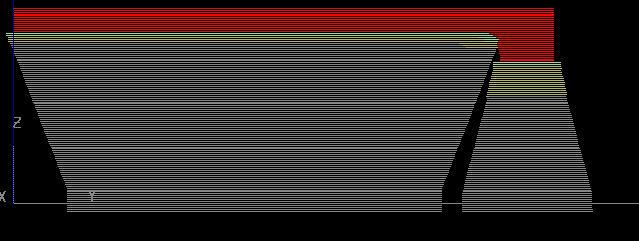
托盘切片之后,如果零件即将打印,第一个支撑涂层将会突出显示:
