3D 列印最佳實踐
GrabCAD Print 簡化了 3D 列印的準備工作,不僅容許您在未先行匯出 STL 的情況下直接操作原生的 CAD 檔案,並且無需轉到中間路徑檔案即可在同一檢視器中執行排列和切割。
除此之外,還有幾個因素需要您來決定,這些因素會對列印效果是否令人滿意有著很大的影響。本文將介紹如何使用 GrabCAD Print 取得最佳結果。
零件方向
決定零件建構的方向時,共有 6 點需要考慮。您應該對所有零件執行稱重,然後再選擇方向,因為每個零件都會對建構產生重大影響。有可能會需要犧牲一些部分;如何決定犧牲物件取決於您的設計意圖。
速度/建構時間
零件方向會對零件建構所需的時間產生巨大的影響。一般而言,零件的 Z 軸越短,建構的速度越快。左下方的零件建構花費的時間要比右側躺倒的相同零件長。

支撐的使用
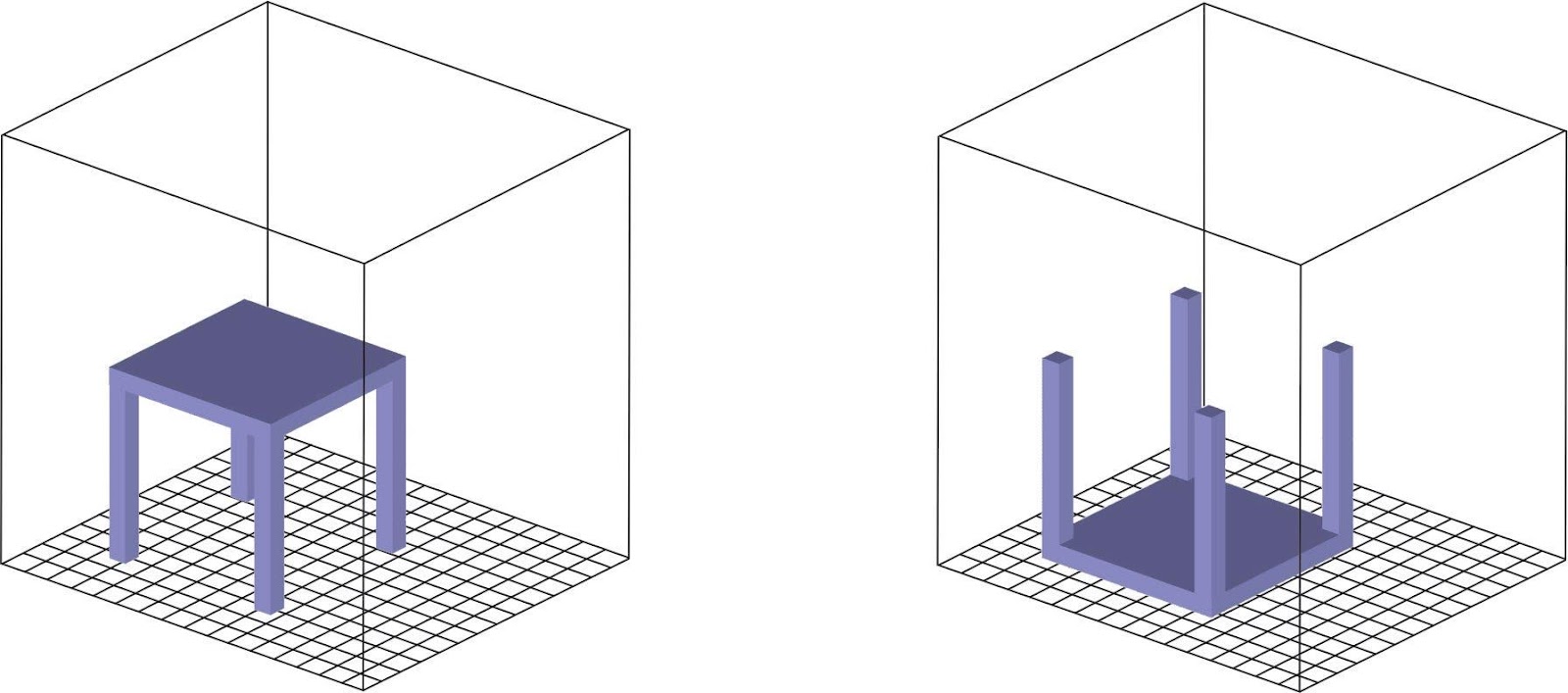
支撐的使用也取決於零件的方向。懸空部分必須由支援材料提供支撐。在以下的示例中,左側的臺子需要在下方提供大量的支撐,而右側的臺子只需用到最少量的支撐。需要的支援材料越少,建構的時間越短。
表面品質
當零件頂部或底部存在曲面時,建構後會呈現出「階梯型遞進」。利用放置在 Z 軸上的曲面調整零件方向(向著側邊),可以讓表面外觀更為平滑。在以下示例中,左側噴氣機的機翼和機身會呈現階梯型外觀,右側噴氣機的建構時間更長,但成品外觀的效果更好。

移除支撐
需要考慮移除支撐的相關問題,尤其是使用了剝除性支援材料時。在以下示例中,填充左側零件上較長孔洞的支撐將會難以移除,因為支撐在零件內部較深的位置。右側相同的零件上較長的孔洞不需要支撐,因為該孔洞是垂直的,較淺的孔洞相對容易移除。

零件強度
零件方向對於零件強度有很大的影響。對零件(例如下方的掃把架)施加壓力時,最好讓標籤與零件本體(右側的零件)位於同一圖層。圖層與圖層之間的粘著力比圖層內部的粘著力要弱。左側的零件在用作功能模型時,效果更差。您可以將它比擬為伐木。想要分開顆粒十分容易,但想穿透顆粒便非常困難。

氣流
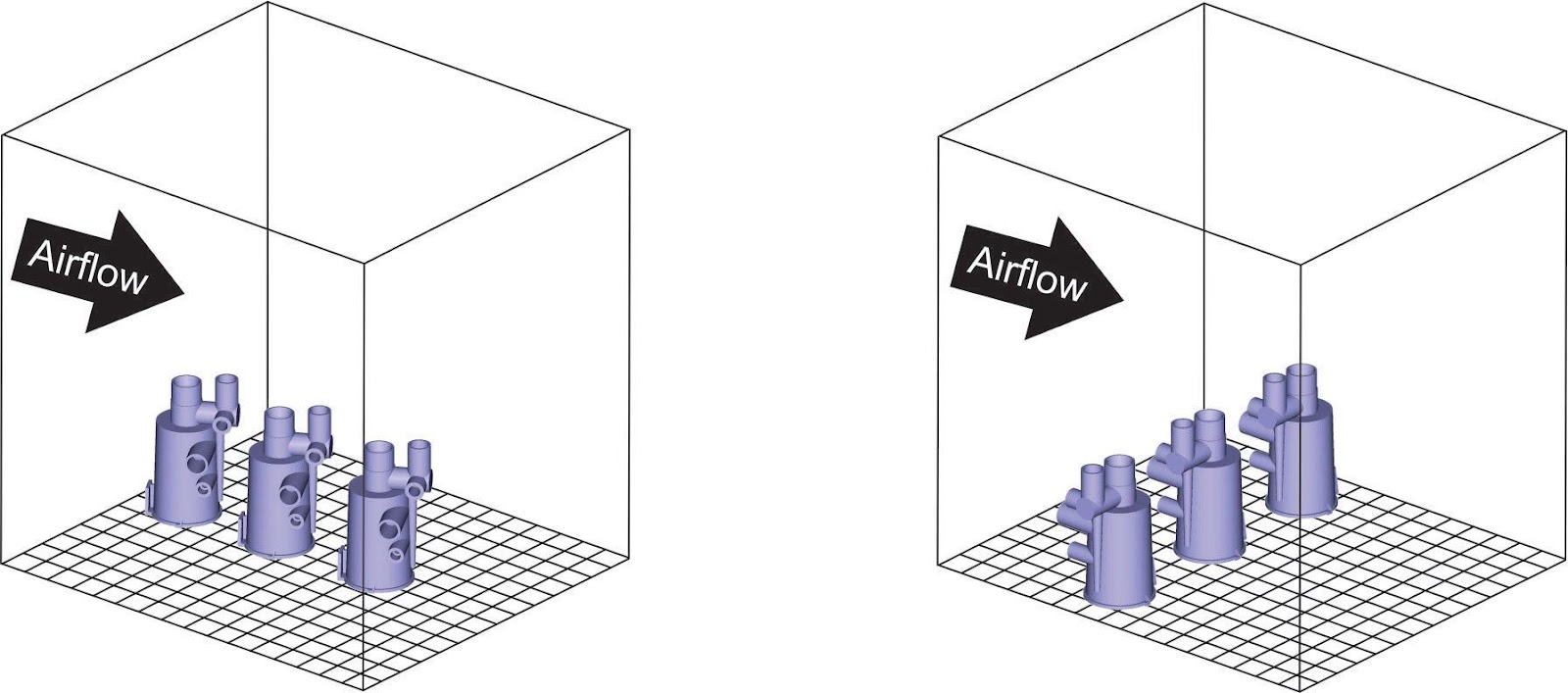
建構室中的氣流有助於將各個圖層冷卻到系統建構時成型空間的溫度。最好在 Y 軸上對齊零件(右側示例)以避免其他零件(左側示例)阻礙氣流。保證零件的精細部分和支撐部分始終面向建構室的左側也很好(右側示例)。這樣可以讓區域內的支撐的模型材料均勻冷卻,以免零件出現變形。
材料性質
材料屬性可用的具體選擇(既可套用於所選模型,也可套用於整個紙匣)具體取決於您使用的印表機類型。下方為一些常見的指南。
切片高度
通常,圖層越薄,細節越為精細,但建構的時間也會越長。圖層較厚將會縮短建構時間,但會增加最小特徵維度。
.010” 是「標準的」圖層厚度,適用於大多數套用。.007” 和 .005” 用於需要呈現精細細節的零件。.013” 通常用於對精細細節沒有要求的大型零件。
內部填充風格
建構零件時,有幾種內部填充風格可供選擇。您選擇的風格取決於零件的預期用途。如果您使用的是 250mc,則還有其他一些選擇。
純色法線:內部光柵填充和輪廓路徑上沒有開放區域。這樣可以形成最堅韌的零件並使用最多的材料。

稀疏:從內部結合零件邊界附近的多個輪廓的單向光柵。這樣可以使用最少的材料,但也是最不耐用的選擇。

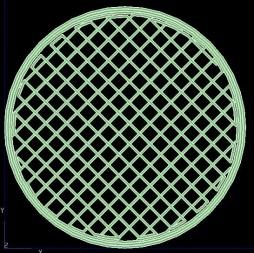
稀疏 – 雙密度:稀疏雙密度是可以從內部依據邊界附近的多個輪廓產生行程產生網狀圖樣的雙向光柵。需要在材料使用和零件強度之間做出很好的妥協。
支援模式
產生支撐部分以撐起懸空部分,以免零件在建構時塌陷。共有五種不同的支援類型,每種都有特定的用途。
智能支撐 減少所用的支援材料時,支撐會縮窄或擴寬,因為略微遠離零件才能為模型提供最佳的支撐效果。「智慧」支撐適合於所有模型,特別是帶有大型支撐區域的模型,並且其是使用可溶性支撐材料的印表機的預設設定。
稀疏的支撐有垂直的側邊。「稀疏」使用的支援材料比「智慧」要多,但對於高而細的零件,其也更為穩定。

周圍的支撐用於確保高細型零件不會傾覆。周圍的支撐完全包住了支撐中的模型。

基本支撐通常結合剝除性支援材料一起使用。其光柵圖樣的周圍並無輪廓。


自我承重角度
每當零件表面的角度低於稱為自我承重角度的特定角度時便會產生支撐。對於不同的材料和圖塊高度,自我承重角度的建議值會有所不同。此值是為成功列印提供最佳機會的保守值。
自我承重角度可能會變更,從而產生更少 (或更多) 的支撐。這種能力使經驗豐富的設計師能夠在列印時應用他們對材料行為的知識,以實現成功的列印。每當變更自我承重角度時,GrabCAD Print 會透過選取預設動作,讓您可以輕鬆地返回到建議的值。
紙匣排列
在 GrabCAD Print 中,排列工具的自動排列有兩種選擇:「排列紙匣」和「排列專案」。它們的工作方式相同,除了「排列」紙匣只會排列目前紙匣上的零件,而「排列」專案會排列所有紙匣上的所有零件。以下是作用原理:
- 每個零件在最大維度附近都繪有一個理論上的定界框(立方體形)
- 之後按從大到小的順序從原位角開始在紙匣上放置零件(依據印表機類型而有所不同),在每個定界框周圍留出 0.25" 的緩衝區。
- 這並不會調整任何零件的方向。
因為大多數零件不是立方體形的,所以零件即使放置得比自動排列放置更為緊密,也可以成功列印。按一下並拖動以在紙匣附近移動零件,然後右鍵按一下零件以將其傳送到紙匣之間。
零件可以放置得多緊密?
除非零件與紙匣上的其他零件相交,否則都可以進入圖塊預覽或列印該紙匣,但是此過程可能會因為紙匣正在執行處理而失敗。這是因為支撐可能會相交,但是直到紙匣處理完成後 GrabCAD Print 才會知道支撐的呈現效果。
以下是「排列紙匣」可以將這些零件放置得多麼緊密: 
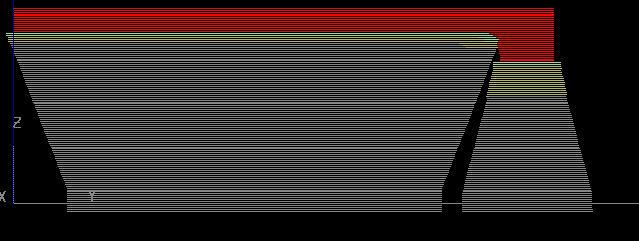
紙匣切片之後,如果零件即將列印,第一個支撐塗層將會突出顯示:
