Anpassen der FDM-Druckeinstellungen
Grundeinstellungen:
Erweiterte Einstellungen:
Die verfügbaren Einstellungen hängen von dem Druckermodell, dem ausgewählten Material und dem Dateiformat des ausgewählten Modells ab. Einstellungen, die vom Dateiformat und Material abhängen, werden in den Beschreibungen vermerkt. Die vom Drucker abhängigen Einstellungen sind jedoch in die folgenden Abschnitte „Grundeinstellungen“ und „Erweiterte Einstellungen“ unterteilt.
Grundeinstellungen
Diese Einstellungen sind für alle unterstützten FDM-Drucker verfügbar. Für uPrint- und Dimension-Drucker sind nur diese Grundeinstellungen verfügbar, für andere Drucker sind jedoch auch erweiterte Einstellungen verfügbar. Zum Abschnitt wechseln.
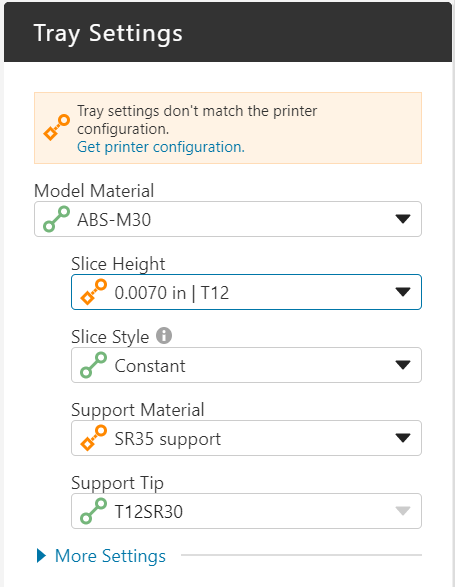
Plattformeinstellungen
Diese Eigenschaften müssen für alle Modelle auf einer Plattform gleich sein. Wenn Sie einen realen Drucker und keinen Vorlagendrucker auswählen, werden für die Werte hier die Einstellungen des Druckers übernommen, und ein grünes Symbol zeigt an, dass die Einstellungen denen des Druckers entsprechen.

Schichthöhe
Die verfügbaren Optionen für Schichthöhe hängen von dem ausgewählten Drucker ab. Weitere Informationen zu den Schichthöhen finden Sie hier.
Modellmaterial und Stützmaterial
Weitere Informationen zu den für Ihren Drucker verfügbaren Materialien finden Sie auf stratasys.com.
Tipp zum Modell und zum Stützmaterial
Manche Drucker benötigen für bestimmte Druckeinstellungen andere Düsen.
Model Settings
Diese Eigenschaften können für einzelne Bereiche in der Plattform geändert werden. Wählen Sie Modelle per Linksklick entweder im 3D-Viewer oder die Modelle, die in der Projektkonsole aufgeführt werden. Fügen Sie Ihre Auswahl mit Strg+Klicken hinzu.

Stil: teilweise ausgefüllt
Weitere Informationen zu den unterschiedlichen Stilen finden Sie hier.
Stützeinstellungen

Stützenstil
Weitere Informationen zu den unterschiedlichen Stilen finden Sie hier.
Modellmaterial verwenden
Diese ermöglicht das Drucken der Stützstruktur unter hauptsächlicher Verwendung des Modellmaterials mit einigen Schichten Stützmaterial an den Stellen, an denen die Stützstruktur auf das Modell trifft. Dies reduziert die Zeit, die der Job in jeder Schicht für den Wechsel zwischen Stütz- und Modellmaterial benötigt.
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.
Mit einem weiteren Kontrollkästchen wird die Füllung der generierten Stützstruktur in eine höhere Dichte und ohne Grenzkontur geändert.
Stützen erweitern
Mit „Stützen erweitern“ wird die Stabilität der Stützen verbessert, indem die Stützen tiefer im Modell breiter werden. Bei einigen Modellen kann dies jedoch zu nicht benötigten Stützen führen, wie im folgenden Beispiel.
| Stützen nicht erweitern | Nur kleine Stützen erweitern |
|
|


Selbststützender Winkel
Stützen werden überall dort generiert, wo die Teileoberfläche unter einen bestimmten Wert (den so genannten selbststützenden Winkel) fällt, und dieser kann hier angepasst werden. Sie können die Anzahl der generierten Stützen erhöhen oder verringern und den Wert auch auf die Standardempfehlung zurücksetzen, die sich für verschiedene Drucker und Materialien unterscheidet.
Sockelstil
Der Sockel des Modells umfasst die allererste gedruckte Ebene sowie einige Ebenen mit Stützmaterial. Mit der Option „Sockelstil“ können Sie die Form des Sockels konfigurieren. Mit „Modell und Stützen“ wird ein Sockel unter dem Modell und allen Stützstrukturen erstellt, und alle geschlossenen Schleifen innerhalb des Sockels werden ausgefüllt. Mit „Nur Modell“ wird der Sockel nur unter dem Modell erstellt, und geschlossene Schleifen werden nicht ausgefüllt.
| Modell und Stütze | Nur Modell |
|
|


Erweiterte Einstellungen
Diese Einstellungen sind nur für die Drucker Fortus, F123 und F900 verfügbar, sofern nicht anders angegeben.
Plattformeinstellungen

Model Material
Select the model material for the tray. Different printers support different materials.
Stützmaterial
Support Material is selected automatically, based on the model material. It can be changed from the default selection if there is more than one support material for the model material.
Schichthöhe
Select the slice height of the material. Different materials support different slice heights. All materials support the 0.0100 inch (0.2540 mm) slice height. Other possible slice heights are 0.0050 inch (0.1270 mm), 0.0070 inch (0.1778 mm), 0.0130 inch (0.3302 mm), and 0.0200 inch (0.5040 mm). For the Stratasys F3300 printer the available slice heights are metric; 0.2500 mm (0.0098 inch) and 0.5000 mm (0.0197 inch).
When a networked printer is selected loaded materials and tips are marked by a green bar. Available materials are marked by an orange bar.
Material Setup (Stratasys F3300)
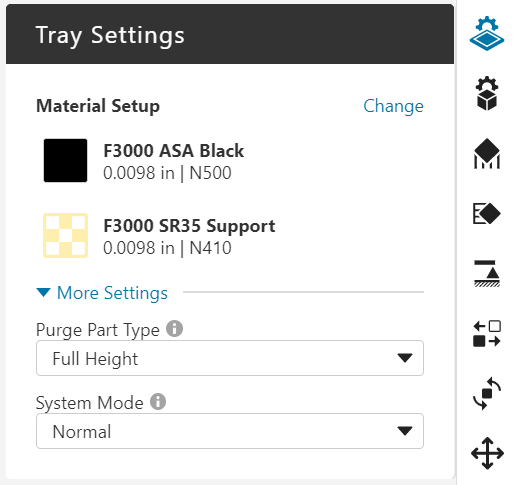
A Material Setup is a combination of a material, its color, a selected slice height, and the nozzle used to extrude material. Material Setups are used on the Stratasys F3300 printer, which requires a minimum of 2 (Model and Support) and as many as 4. Material Setups may be edited by selecting Change on the Tray Settings panel, which opens the Change Materials and Slice Heights dialog.
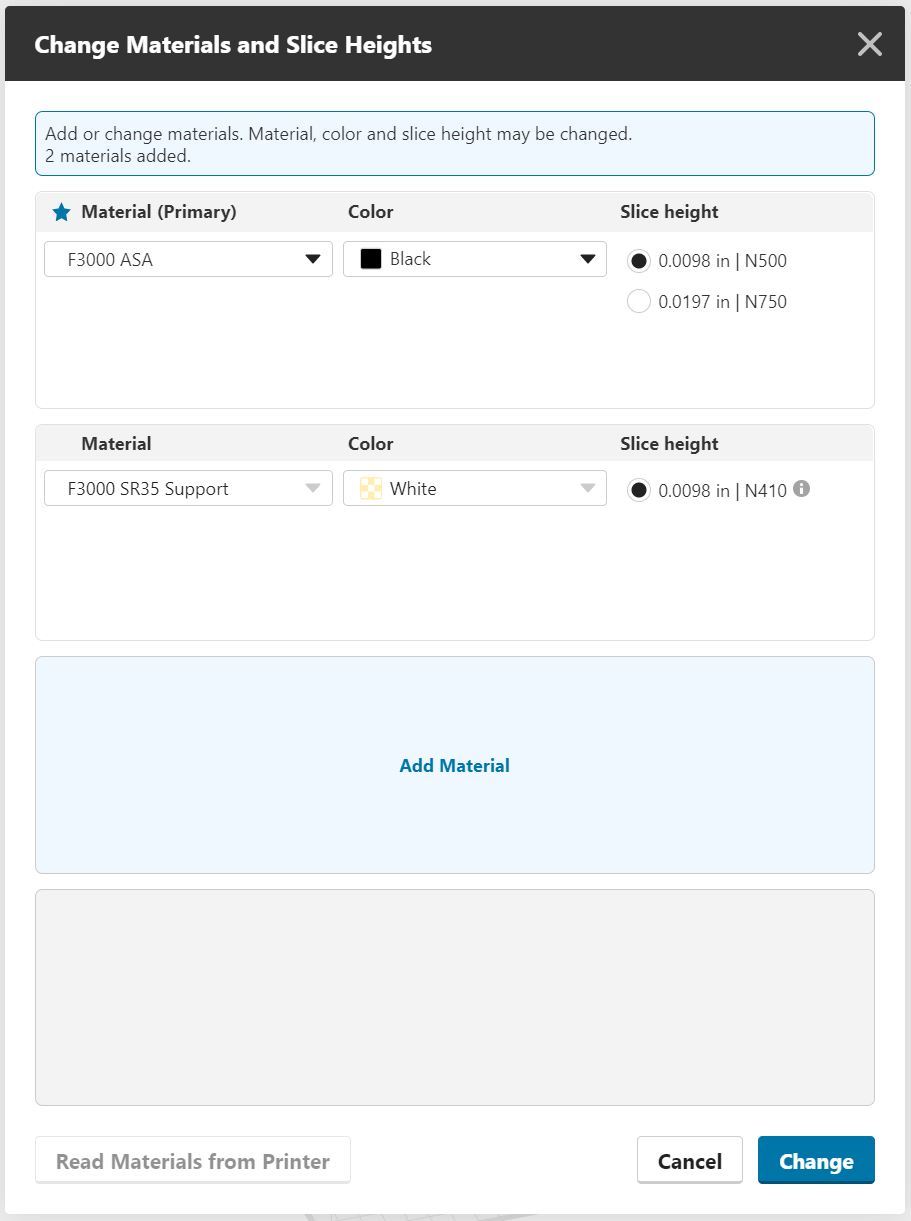
The Change Materials and Slice Heights dialog works from left-to-right, and top-to-bottom:
Left-to-right
Selecting a material determines possible colors, slice heights, and nozzles.
- Top-to-bottom
- Selecting a material determines the support material, its slice height, and nozzle
- Selecting a material limits additional materials to compatible materials.
Materials for networked printers may be read by clicking the Read Materials from Printer button. Click Add Material to add another material.
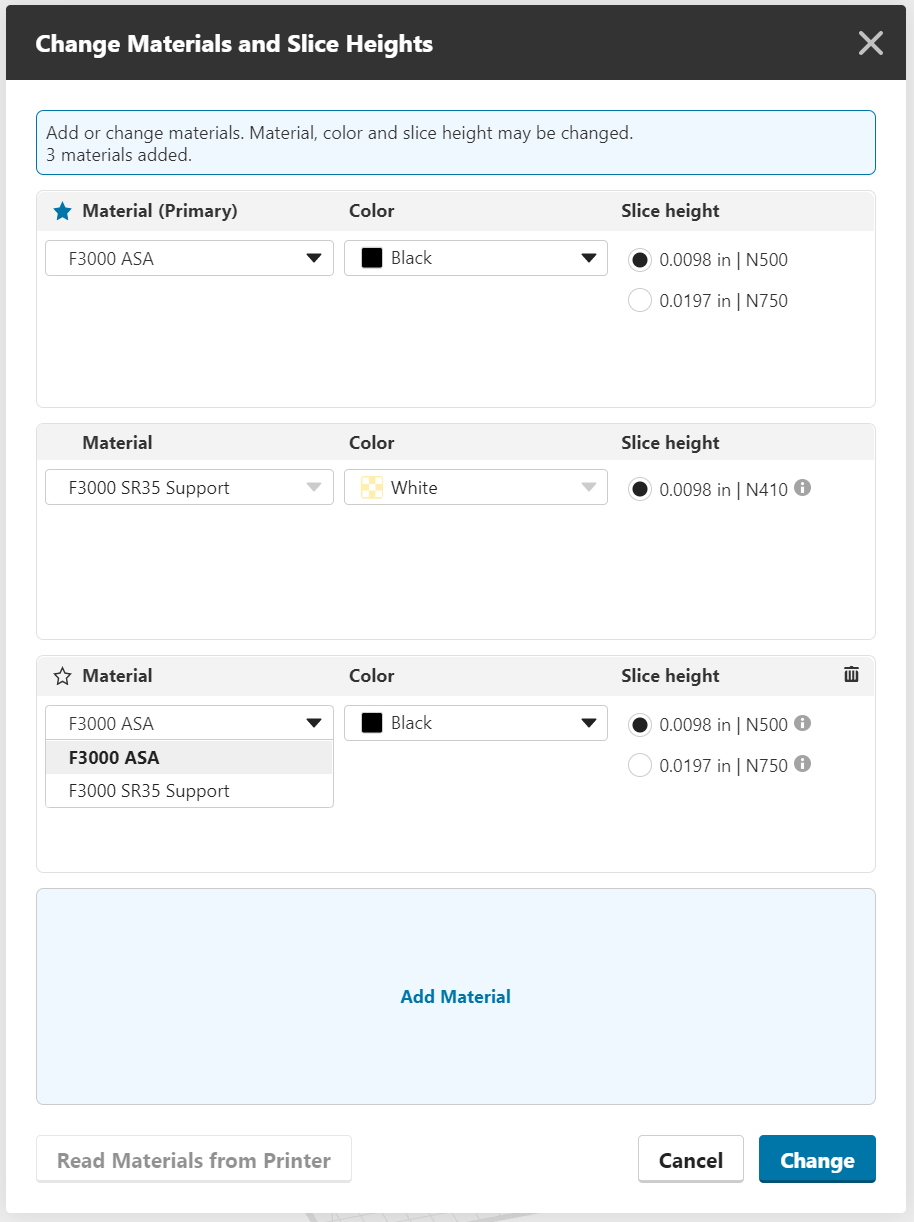
Each tray has a primary material that is assigned to models added to the tray. identified by a blue star

and the text (Primary) next to the Material label. The Primary Material is listed first when the Change Material and Slice Heights dialog is opened, and wherever material setup selection is allowed. The primary material automatically defines the support material and its setup, and limits what secondary material setups may be added. A secondary material can be made primary by clicking the star icon

to the left of its name, and deleted by clicking the trash icon

on the righthand side of the material card.
While a printer may be configured for different materials at the same time, materials set up for a tray must be compatible with each other. Compatibility is defined by the primary material. Compatibility rules are:
Same base material (e.g. ASA)
- Same support material (e.g. SR35)
- Same slice height and nozzle (e.g. 0.5000 mm (0.0197 inch) | N750)
Incompatible materials are identified by a red boundary and must be resolved before a Material Setup can be used on the tray.

Incompatible materials may be updated by:
- Editing the material to make the materials compatible
- Selecting Update at the top of the dialog, which replaces the incompatible materials.
- Delete the material.
- Change primary material (which changes the conflicts)
- Selecting Change, which deletes the conflicts and updates the materials for the tray.
An exception to the compatibility rules:
- When slice height of the primary material is 0.2500 mm (.0098 inch), the same material with a slice height of 0.5000 mm (0.1970 inch) is allowed. The user may assign this combination to a model. If the user assigns a different material to the 0.5000 mm slice height it will not be marked as incompatible, but it will be ignored.
Select Change or Cancel to exit the dialog and return to Tray Settings.

Schichtstil (Fortus 900mc und 450mc; Stratasys F900; F123-Serie außer F170 und F120)
Legen Sie fest, wie die Schichthöhe auf das Modell angewendet wird. Mit „Konstant“ wird eine einzelne Schichthöhe für das gesamte Modell verwendet. Mit „Adaptiv“ wird die ausgewählte Schichthöhe für Merkmale verwendet, die mehr Details erfordern, z. B. Kuppeln, Hohlkehlen und Fasen, und eine dickere Schicht für Merkmale, bei denen keine Details benötigt werden, z. B. vertikale Wände. Diese Funktion ist für nominale Schichthöhen von 0.010 Zoll (0.2540 mm) oder 0.007 Zoll (0.1778 mm) verfügbar.
| Ausgewählte Schichthöhe | Zusätzliche Schichthöhe |
| 0.0070 Zoll (0.1778 mm) | 0.0100 Zoll (0.2540 mm) |
| 0.0100 Zoll (0.2540 mm) | 0.0130 Zoll (0.3302 mm) |
Hinweis: Der adaptive Schichtstil ist nur verfügbar, wenn nur ein Modell auf der Plattform aktiv ist.
Teile-Baustil (F123-Serie außer F120 und F770)
Diese ähneln Voreinstellungen. Bei anderen Baustilen als „Normal“ werden bestimmte Modell- und Plattformeinstellungen angewendet, und es wird geändert, wie der Drucker für diesen Auftrag funktioniert.
Normal: Keine Voreinstellung; vollständig benutzerdefiniert. Verfügbar für alle Materialien außer PLA und erforderlich für F123 TPU 92A und F123 Diran 410MF07.
Entwurfsmodus: Nutzt eine sparsame Füllung mit weniger Stützen, um den Durchsatz zu erhöhen und das manuelle Entfernen der Stützen zu erleichtern. Diese Einstellungen erhöhen den Jobdurchsatz erheblich. Einige Stützeinstellungen können geändert werden, dies wird jedoch nicht empfohlen. Verfügbar für alle Materialien außer F123 TPU 92A und F123 Diran 410MF07 und erforderlich für PLA.
Purge-Teiletyp/Sacrificial-Turm-Typ
Drucker der Serie F123 verwenden anstelle einer Purge-Wanne hinter der Plattform ein Purge-Teil auf der Plattform. Dies reduziert die Kopfbewegung pro Schicht und damit die Druckzeit. Ein Purge ist erforderlich, wenn der Drucker in jeder Schicht vom Modell- zum Stützmaterial wechselt. Bei Fortus-Druckern empfiehlt es sich möglicherweise, einen Sacrificial-Turm hinzufügen, auch wenn das Material bereits in die Purge-Wanne entleert wird. Häufig ist die Nahtqualität am ersten Teil nach einem Purge am geringsten. Wenn Sie der Plattform also einen Sacrificial-Turm hinzufügen, wird sichergestellt, dass die Nahtqualität für alle Teile auf der Plattform gleich bleibt. Dies hilft insbesondere bei Nylonmaterialien und ist für den Druck mit Nylon 12 CF erforderlich.
Häufig verwenden die oberen Schichten eines Drucks kein Stützmaterial, so dass eine Reinigung nicht erforderlich ist. Diese Einstellung passt die Höhe des Purge-Teils an. In der Modellansicht wird das Purge-Teil auf der Plattform immer als „Gesamte Höhe“ unabhängig von Ihrer Einstellung angezeigt. Wenn Sie jedoch in die Schichtvorschau gehen, können Sie die tatsächliche Höhe sehen.
Letzter Wechsel: Das Purge-Teil ist nur so hoch wie die letzte Ebene des Stützmaterials.
Volle Höhe: Das Purge-Teil reicht bis zur letzten Ebene des Modellmaterials.
Hinweis: Wenn Sie PLA als Material ausgewählt haben, gibt es kein Purge-Teil, da kein Stützmaterial verwendet wird.
Systemmodus
Der Systemmodus überträgt zusätzliche Informationen zu den Modellen in einem Job an den Drucker. Die verfügbaren Optionen hängen von der Auswahl von Drucker, Material und Schichthöhe ab.
Normal (Standard): Verwenden Sie diese Option zum Drucken der meisten Teile.
Baustein: Verwenden Sie diese Option, um die Wellenbildung beim Drucken von großen, dichten Teilen zu reduzieren. Die Option Baustein ist verfügbar für ABS, ASA, PC-ABS, ABS-CF10 und Nylon-CF10 auf Druckern der F123-Serie verfügbar. Es hängt von dem für den Job ausgewählten Drucker der F123-Serie ab, welche Schichthöhen und Materialien unterstützt werden.
Dünne Wand: Verwenden Sie diese Option, um die Wellenbildung und Verformungen beim Drucken von Teilen mit einer großen Anzahl dünner Wände zu reduzieren. Die maximale Dicke der dünnen Wände variiert je nach Material:
- 0.0900 Zoll (2.29 mm). Alle ULTEM™ 9085-Harze und ULTEM™ 1010-Harze, Antero 800NA- und Antero 840CN03-Materialien
- 0.1000 Zoll (2.54 mm). Nylon 12, Nylon 6, Nylon 12 CF und Diran 410MF07.
Erstes Schichtmaterial (für die F123-Serie außer F770 und F120)
Bei Auswahl einer Schichthöhe von 0.005" können Sie auswählen, ob Stütz- oder Modellmaterial für die Basisschicht verwendet werden soll, die mit der Plattform in Kontakt kommt. Bei dieser Schichthöhe wird eine niedrigere Kammertemperatur verwendet, um die Haftung auf der Plattform zu verbessern und die Teilequalität sicherzustellen. Modellmaterial ist die Standardauswahl. Wenn Sie jedoch möchten, dass Ihr Teil leicht von der Plattform entfernt werden kann, können Sie Stützmaterial für die Basisschicht verwenden. Eine Kombination mit dem Bausteinmodus (siehe oben) ist möglich, um die Kammertemperatur anzuheben.
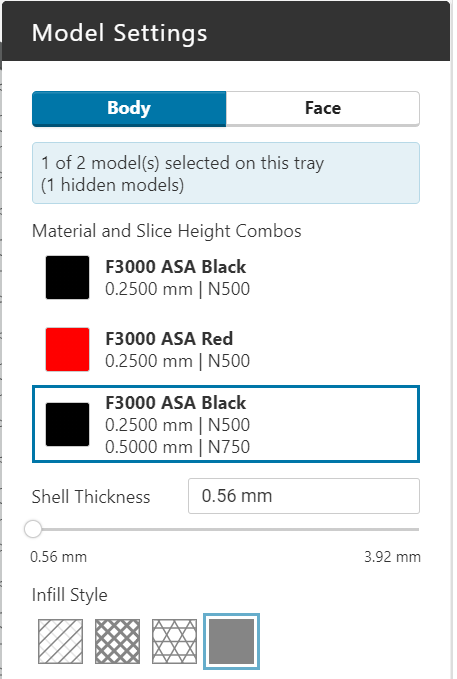
Model Settings
Abhängig vom ausgewählten Dateityp können erweiterte Einstellungen auf Körper- oder Seitenebene angewendet werden. Der Wechsel zwischen Körper- und Seitenauswahl erfolgt mit den Registerkarten im Fenster „Modelleinstellungen“ oder durch Drücken der Taste B oder F bei geöffnetem Fenster „Modelleinstellungen“.
Seiteneinstellungen

Gruppenverhalten
Wenn Sie Körpereinstellungen auf eine Baugruppe anwenden, stehen nach dem Erstellen einer Gruppe weitere Optionen zur Verfügung . Wählen Sie nach dem Hinzufügen einer Baugruppendatei oder einer Teiledatei mit mehreren Körpern zur Plattform entweder die Baugruppe der obersten Ebene oder einige Komponenten aus, die Sie drucken möchten, und erstellen Sie die Gruppe, indem Sie auf die Schaltfläche in der Projektkonsole oder im Kontextmenü klicken . Die Gruppe ist eine flache Baugruppenstruktur, die nur aus den ausgewählten Komponenten besteht. Die ursprüngliche Baugruppe wird ausgeblendet. Wenn Sie die Gruppe in der Dateiliste auswählen, wird die Einstellung „Gruppenverhalten“ im Fenster „Modelleinstellungen“ angezeigt.
Körper trennen: Jede Komponente kann ihre eigene Körpereinstellung aufweisen. Dies ist die Standardeinstellung, wenn Sie eine Gruppe erstellen.
Körper kombinieren: Für die gesamte Gruppe gilt dieselbe Körpereinstellung. Dies ist auch das Verhalten einer Baugruppe, wenn Sie keine Gruppe erstellen.
Durch Drucken einer Gruppe mit dem Verhalten „Körper trennen“ können Sie die physikalischen Eigenschaften des gedruckten Teils optimieren. So können einige Bereiche beispielsweise mit fester Füllung gedruckt werden, um die Festigkeit zu steigern, während andere mit sparsamer Füllung ausgeführt werden, um Gewicht zu sparen. Definieren Sie diese Bereiche während des Entwurfs Ihres Modells in Ihrem CAD-System.
Einfülldichte
Bei einigen Füllstilen kann die Dichte gesteuert werden. Durch Erhöhen der Dichte wird der Abstand zwischen Füllrastern verringert, um eine höhere Festigkeit zu erzielen, und durch Verringern der Dichte werden die Raster weiter auseinander bewegt, wodurch der Materialverbrauch und die Druckzeit verringert werden.
Körperdicke
Einfüllwinkel
Legen Sie den Winkel der Füllraster für die erste Ebene des Teils fest. Der Winkel erhöht sich für jede zusätzliche Ebene um einen festgelegten Wert. Die Erhöhung beträgt meistens 90 Grad.
Dünne Wände verdicken
Wenn das Modell in Schichten angeordnet ist, sind einige Bereiche der Schicht möglicherweise schmaler als zwei Toolpath-Breiten (viermal die Schichthöhe). Wenn diese Einstellung aktiviert ist, werden schmale Bereiche auf die minimale Wandbreite verdickt. Wenn diese Einstellung deaktiviert ist, werden an den Stellen keine Toolpaths generiert, an denen sie nicht passen. Wenn die Einstellung nicht verfügbar ist, ist sie standardmäßig aktiviert.
| Aus | Ein |
|
|


Füllung mit variabler Breite
Füllt Bereiche eines Modells, in die eine Kontur mit normaler Breite oder ein Raster nicht passt. Entlang der Mitte der Region wird ein Toolpath erstellt, dessen Breite nach Bedarf variiert, um die Region zu füllen. Dies führt zu einem dichteren, stärkeren Modell.
| Aus | Ein |
|
|


Modell umhüllen
Enclose a Group with Separate Bodies in a common shell. The shell adds strength when joints between bodies in the group are not designed to resist applied loads. For the Stratasys Wrap Model is on by default.
Material and Slice Height Combos (Stratasys F3300)
Up to 3 model materials may be printed on a Stratasys F3300 tray. Model Materials are shown on the Model Settings panel. The first material listed is the primary material. It is assigned to all models added to a tray. When additional (secondary) materials are available, they are assigned by selecting the model, then selecting the model material on the Model Settings panel.

Double Height Infill
Different materials for a tray must be the same slice height. The same material may have two different slice heights used in a specific way:
- The shell of the model is 0.2500 mm (0.0098 inch) slice height
- The infill is 0.5000 mm (0.0197 inch) slice height
- The infill is solid
This combination of single height shell and double height infill is not supported for different materials.
Assigning Different Materials to Bodies in a Group
Groups with Separate Bodies support distinct settings for each body. The ability extends to materials. To do so:
- Select the body in the Group
- Select a material on the Model Settings panel
Note
When assigning different materials to bodies in a Group confirm that Wrap Model is unchecked. If Wrap Model is checked the entire model will be encased in a shell of the primary material.
Seiteneinstellungen

Abhängig vom Dateityp der ausgewählten Modelle können Sie möglicherweise Einstellungen auf Seitenebene anwenden. Seiteneinstellungen sind nur für Dateitypen verfügbar, die BREP-Geometrie enthalten. Nur-Mesh-Formate (.stl, .wrl, .obj und .3mf) enthalten keine genaue BREP-Geometrie, sodass keine Seitenauswahl verfügbar ist. Native CAD-Formate wie .sldprt sowie einige Austauschformate wie .stp und .igs enthalten BREP-Geometrie, sodass sowohl die Körper- als auch die Seitenauswahl verfügbar ist. Darüber hinaus können Seiteneinstellungen nicht auf nicht gruppierte Baugruppen oder Gruppen mit ausgewähltem Verhalten „Körper kombinieren“ angewendet werden.
Einsatz anwenden
Da es nicht ratsam ist, ein Gewinde mit 3D-Druck herzustellen, empfiehlt es sich möglicherweise, einen Metalleinsatz zu verwenden, nachdem der Druck abgeschlossen ist. Die Funktion „Einsatz anwenden“ stellt sicher, dass das gedruckte Teil die richtigen Lochabmessungen hat, um diesen aufzunehmen. Wählen Sie ein Loch (zylindrische Fläche) aus, und aktivieren Sie das Kontrollkästchen „Einsatz anwenden“. Wählen Sie die Art des Einsatzes (konisch und thermofixiert oder Helicoil) und die Größe aus. Die angegebenen empfohlenen Lochabmessungen werden auf die Auswahl angewendet.
Wenn die Lochabmessungen nicht mit der Empfehlung für Ihren Einsatz übereinstimmen, können Sie „Benutzerdefiniert“ auswählen und Ihre eigenen Abmessungen eingeben. Wenn Sie auf „Benutzerdefinierte Größe speichern“ klicken, wird diese zu „Meine Bibliothek“ hinzugefügt. Wenn Sie viele Einsatzabmessungen hinzufügen müssen, können Sie eine benutzerdefinierte Bibliotheksdatei erstellen und diese über „Datei“ > „Systemeinstellungen“ > „FDM“ hinzufügen. Die Datei muss eine JSON-Textdatei sein und das folgende Format haben:
{ "version": "1.0", "name": "Benutzerdefinierte Bibliothek 1234", "libraryType": "insert", "entries": [ { "version": "1.0", "name": "MeinEinsatz 1", "type": "insert", "content": { "name": "MyInsert 1", "diameter": 0.2, "thickness": 0.2, "units": "in" } }, { "version": "1.0", "name": "MyInsert 2", "type": "insert", "content": { "name": "MyInsert 2", "diameter": 0.4, "thickness": 0.2, "units": "in" } } ]}
Selbstunterstützend machen
Wenn Ihre Geometrie Löcher enthält, die horizontal gedruckt werden, werden sie durch diese Funktion in eine Rautenform geändert, sodass kein Stützmaterial erforderlich ist.
Nähte vermeiden
Der Anfang/das Ende eines Toolpaths hinterlässt eine Markierung auf einem gedruckten Teil, die als Naht bezeichnet wird. Um zu verhindern, dass Nähte auf wichtigen Oberflächen angeordnet werden, wählen Sie die Oberfläche aus, und aktivieren Sie das Kontrollkästchen „Nähte vermeiden“.
Oberflächendicke
Ähnlich wie bei der Dickensteuerung für Körper, jedoch auf eine bestimmte Seite angewendet.
Stützeinstellungen
Derzeit gibt es keine erweiterten Stützeinstellungen. Siehe den Abschnitt zu den Grundeinstellungen oben.
Stabilisierungen

Um eine Stabilisierung zu erstellen, wählen Sie ein Modell (Baugruppe, Teil mit mehreren Körpern, Gruppe oder Teil) und dann das Symbol „Stabilisierung“ in der Symbolleiste aus. Stabilisierungen werden jeweils für ein Modell definiert. Nachdem das Symbol „Stabilisierung“ ausgewählt wurde, wird das Modell analysiert, und es wird eine Stabilisierung mit den Standardeinstellungen hinzugefügt.
Konfigurieren der Stabilisierung
Die folgenden Parameter definieren die Größe, Form und Position der Stabilisierung. Nachdem Sie die Höhe ausgewählt haben, empfiehlt es sich möglicherweise, zu einer Draufsicht mit deaktivierter Perspektive zu wechseln, um die anderen Parameter in diesem Abschnitt zu konfigurieren.
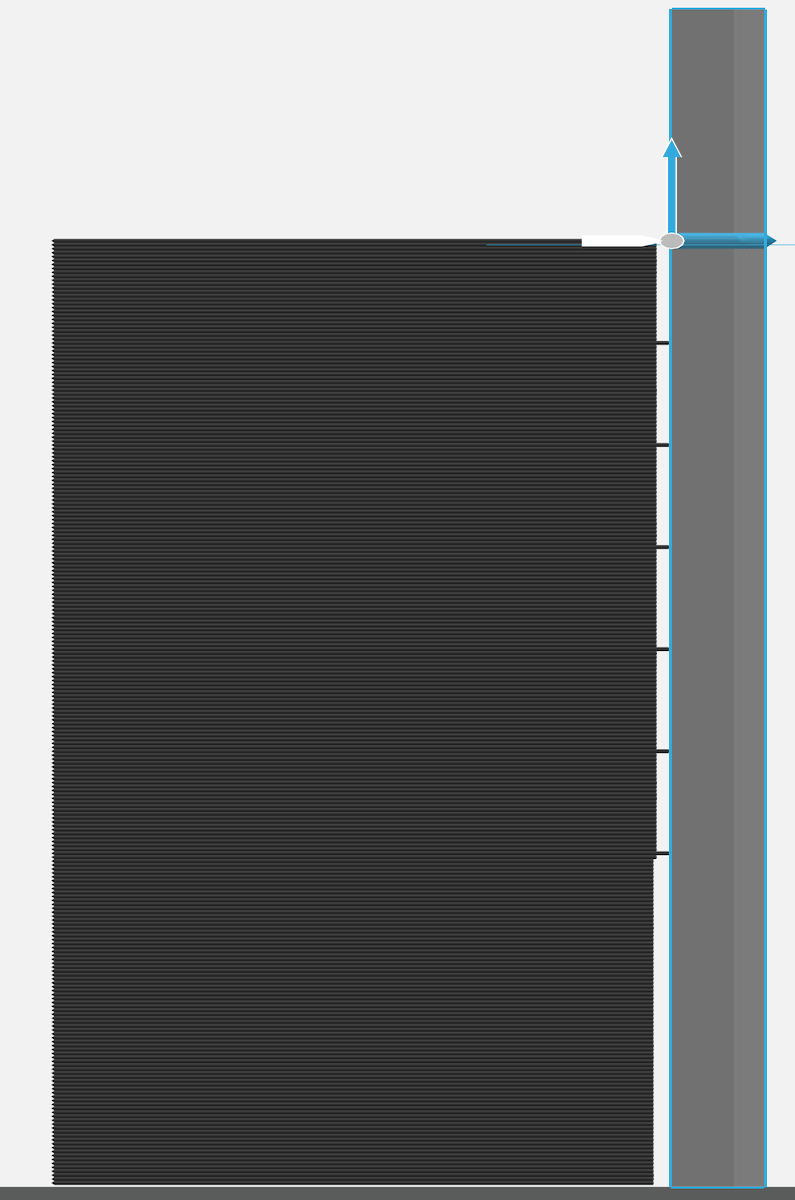
Höhe

Die Höhe der Stabilisierung wird durch eine blaue Ebene mit einem verbundenen Pfeil gekennzeichnet. Um die Höhe der Stabilisierung nach oben oder unten zu versetzen, klicken und ziehen Sie den Pfeil, oder bearbeiten Sie die Einstellung „Höhe“ im Fensterbereich „Stabilisierung“. Die Standardhöhe beträgt 80 % der Modellhöhe.
Bezugskurve

Die Höhenebene der Stabilisierung schneidet das Modell und erzeugt eine oder mehrere geschlossene Schleifen. Wenn nur eine Schleife vorhanden ist, wird diese automatisch ausgewählt und blau angezeigt. Wenn mehrere Schleifen erstellt wurden, wird automatisch eine ausgewählt, und die anderen werden weiß angezeigt. Sie können eine andere Schleife auswählen, indem Sie darauf klicken.
Start- und Endpunkte

Die Stabilisierung umgibt nicht das gesamte Modell, sondern stützt einen von Ihnen definierten Abschnitt des Modells. Start und Ende der Stabilisierung werden durch grüne Pfeile gekennzeichnet. Die Stabilisierung wird zwischen den beiden Pfeilen erstellt. Ziehen Sie einen der Pfeile entlang der Kurve, um die Start- oder Endposition der Stabilisierung anzupassen.
Anzahl der Kontaktpunkte
Geben Sie ein, wie oft die Stabilisierung das Modell berührt (2-20 Mal). Die Kontaktpunkte werden in der Modellansicht für die Stabilisierung, die aktuell bearbeitet wird, als weiße Stifte und für Stabilisierungen, die zwar definiert wurden, aktuell aber nicht bearbeitet werden, als graue Stifte angezeigt.
Tiefe
Der maximale Abstand zwischen dem Kontaktpunkt der Stabilisierung und seiner Rückwand, gemessen auf der Höhe der Stabilisierung.
Type
Für Stabilisierungen kann „Konstante Tiefe“ (Standardeinstellung) oder „Flacher Rücken“ festgelegt werden. Bei einer konstanten Tiefe weisen alle Kontakte ungefähr die gleiche Tiefe auf, und die Rückwand hat daher ungefähr die Form des Modells. Bei einem flachen Rücken ist die Rückwand eine gerade Linie.
Konfigurieren der Kontaktpunkte
Die oben definierten Kontaktpunkte berühren das Modell nicht über die gesamte Höhe der Stabilisierung. Normalerweise liegt die Stabilisierung sehr nah an der Modelloberfläche, ohne sie zu berühren, aber in bestimmten regelmäßigen Abständen dringt der Kontaktpunkt in die Oberfläche ein und fixiert die Stabilisierung am Modell. Die nächsten vier Parameter definieren die Häufigkeit und Tiefe der Eindringung. Möglicherweise empfiehlt es sich, in eine Seitenansicht zu wechseln, bevor Sie diese Parameter konfigurieren.
Starthöhe
Die Höhe, ab der die Kontaktpunkte der Stabilisierung beginnen, in das Modell einzudringen. Standardmäßig ist die Starthöhe gleich null, d. h., die Eindringungen liegen in gewissen Abständen über die gesamte Höhe des Modells vor. In der Abbildung oben wurde die Starthöhe angehoben, sodass im unteren Teil des Modells keine Eindringungen vorhanden sind.
Kontaktlücke
Der Abstand zwischen dem Kontaktpunkt und der Stabilisierung, wenn keine Eindringung vorliegt.
Kontakteindringung
Die maximale Distanz, um die ein Kontaktpunkt der Stabilisierung in das Modell eindringt.
Eindringzwischenraum
Der vertikale Abstand zwischen Kontaktpunkten, die in das Modell eindringen. Wenn ein Kontaktpunkt nicht in das Modell eindringt, ist er um das Maß der Kontaktlücke vom Modell entfernt.
| Kontaktlücke | Kontakteindringung |
|
|




Verwalten von Stabilisierungen
Nachdem Sie eine Stabilisierung hinzugefügt haben, können Sie dem ausgewählten Modell weitere Stabilisierungen hinzufügen, indem Sie auf „Weitere hinzufügen“ klicken, oder den Fensterbereich schließen. Für jede Stabilisierung wird dem übergeordneten Modell in der Projektkonsole ein Blatt hinzugefügt. Um die Definition einer Stabilisierung zu ändern, doppelklicken Sie auf die Stabilisierung in der Baumstruktur, oder klicken Sie mit der rechten Maustaste, und wählen Sie „Stabilisierung bearbeiten“ aus dem Menü aus. Um eine oder mehrere Stabilisierungen zu löschen, wählen Sie die Stabilisierung aus, klicken Sie mit der rechten Maustaste, und wählen Sie „Stabilisierung(en) löschen“ aus dem Menü aus.
Anker

Anker sind Stützstrukturen, die verhindern, dass sich Modelle beim Aufbauen wellen. Anker werden aus dem Modellmaterial erstellt und fixieren die Unterseite eines Modells an der Bauplatte oder Plattform. Für den Anker werden weder ein Stützsockel noch andere Stützstrukturen erzeugt, wodurch eine sichere Verbindung zwischen dem Modell und der Bauplatte oder Plattform gewährleistet wird. Anker können auch verwendet werden, um nach unten gerichtete Modelloberflächen an nach oben gerichteten zu fixieren.
Um einen Anker zu erstellen, wählen Sie das Symbol „Anker“ in der Symbolleiste aus. Modelle auf der Plattform werden analysiert, und Flächen, auf denen ein Anker platziert werden kann, werden blau hervorgehoben.

Klicken Sie auf eine blaue Oberfläche, um einen Anker zu platzieren, und wählen Sie das Modell für den Anker aus. Die Ankerposition wird durch einen grünen Pfeil und einer Vorschau der Ankerform gekennzeichnet.

Konfigurieren von Ankern
Nachdem der erste Anker platziert wurde, wird der Fensterbereich „Anker“ aktiviert. Der Benutzer kann den Ankerstil und den bzw. die Durchmesser festlegen.
Zylindrischer Anker
Der standardmäßige Ankerstil ist ein zylindrischer Anker. Er wird durch einen einzigen Durchmesser definiert. Zwischen der untersten Oberfläche des Modells und der Bauplatte oder Plattform müssen zylindrische Anker verwendet werden.
Konischer Anker
Konische Anker werden durch einen oberen Durchmesser und einen unteren Durchmesser definiert. Der untere Durchmesser stellt einen maximalen Durchmesser auf der Bauplatte oder Plattform dar, auch wenn der Anker auf einer anderen Modelloberfläche endet. Die Verjüngung eines konischen Ankers wird außerdem durch Aufbauregeln modifiziert, die angewendet werden, um eine stabile Ankerfunktion zu erstellen.
| Zylindrischer Anker | Konischer Anker |
|
|


Ankersätze
Jedes Mal, wenn Sie auf das Modell klicken, wird eine neue Ankerfunktion erstellt. Um einen Ankersatz zu erstellen, halten Sie die STRG-Taste auf der Tastatur gedrückt, und wählen Sie eine andere Position aus. Anker in einem Satz weisen den gleichen Stil und die gleichen Abmessungen auf. Halten Sie die STRG-Taste gedrückt, um dem Satz weitere Positionen hinzuzufügen. Lassen Sie die STRG-Taste los, um einen neuen Satz oder Anker für ein anderes Modell auf der Plattform zu erstellen.
Um einen Anker aus einem Satz zu entfernen, halten Sie die STRG-Taste gedrückt, und wählen Sie einen vorhandenen Anker aus. Wiederholen Sie diesen Vorgang, um weitere Anker zu entfernen. Wenn der letzte Anker aus dem Satz entfernt wird, wird die Ankerfunktion automatisch gelöscht.
Tipp: Versetzen Sie die Plattform bei Ankern auf der untersten Oberfläche Ihres Modells in die Ansicht von unten, und nutzen Sie die Rasterlinien, um die Anker einfacher auszurichten.

Verwalten von Ankern
Anker und Ankersätze werden durch Auswählen einer neuen Position hinzugefügt. Für jeden Anker wird dem übergeordneten Modell in der Projektkonsole ein Blatt hinzugefügt. Um die Definition eines Ankers zu ändern, doppelklicken Sie auf den Anker in der Baumstruktur, oder klicken Sie mit der rechten Maustaste, und wählen Sie „Anker bearbeiten“ aus dem Menü aus. Um einen oder mehrere Anker zu löschen, wählen Sie den Anker aus, klicken Sie mit der rechten Maustaste, und wählen Sie „Anker löschen“ aus dem Menü aus.

Außerdem können die Vorgänge „Kopieren“/„Einfügen“, „Duplizieren“ und „Um Z drehen“ auf Modelle mit Ankern angewendet werden. Jede andere Ausrichtungsänderung macht den Anker ungültig, und der Anker wird automatisch gelöscht.
Selecting the Anchor Material (Stratasys F3300)
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.