Ajustar la configuración de impresión FDM
Configuraciones básicas:
Configuración avanzada:
Los ajustes disponibles dependen del modelo de impresora, los materiales seleccionados y el formato de archivo del modelo seleccionado. Las configuraciones que dependen del formato de archivo y el material se anotarán en sus descripciones, pero las configuraciones que dependen de la impresora se dividen en las secciones Básica y Avanzada a continuación.
Configuración básica
Esta configuración está disponible para todas las impresoras FDM compatibles. Para las impresoras uPrint y Dimension, solo están disponibles estas configuraciones básicas, pero para otras impresoras, también están disponibles las configuraciones avanzadas. Vaya a la sección.
Configuraciones de bandeja
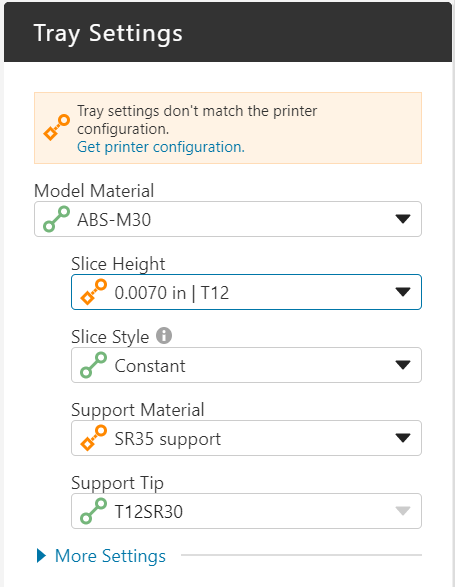
Estas propiedades deben ser las mismas para todos los modelos en una bandeja. Cuando selecciona una impresora real y no una impresora de plantillas, la configuración de la impresora llena los valores aquí, y un icono verde indica que las configuraciones coinciden con las de la impresora.

Altura del corte
Las dimensiones disponibles para la altura del corte dependen de la impresora seleccionada. Para aprender más sobre alturas de corte, lea más aquí.
Material del modelo y material de soporte
Consulte stratasys.com para obtener más información sobre los materiales disponibles para su impresora.
Puntas para modelo y soporte
Ciertas impresoras requieren puntas diferentes para configuraciones de impresión determinadas.
Configuraciones de material para modelo
Estas propiedades se pueden cambiar para piezas individuales en la bandeja. Seleccione modelos con el botón izquierdo del mouse, en el visor 3D o en la lista de modelos del Panel de proyectos. Agregue su selección con ctrl+clic.

Estilo de relleno de pieza
Para aprender más sobre los diferentes estilos, lea más aquí.
Configuraciones de soporte

Estilo de soporte
Para aprender más sobre los diferentes estilos, lea más aquí.
Usar material del modelo
Esto permite que la estructura de soporte se imprima utilizando principalmente el material de modelo, con algunas capas del material de soporte donde la estructura de soporte se encuentra con el modelo. Esto reduce la cantidad de tiempo que el trabajo dedica a cambiar entre material de soporte y modelo en cada capa.
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.
Una casilla de verificación adicional cambia el relleno de la estructura de soporte generada para que sea de mayor densidad y no tenga contorno de límite.
Soportes de crecimiento
Los Soportes de crecimiento mejoran la estabilidad de los soportes gracias a que crean soportes cada vez más amplios más abajo del modelo. Sin embargo, esto puede crear soportes innecesarios para algunos modelos, como en el ejemplo que se muestra a continuación.
| Sin soportes de crecimiento | Solo soportes de crecimiento pequeños |
|
|


Ángulo de autosoporte
Los soportes se generan siempre que el ángulo de la superficie de la pieza caiga por debajo de un valor especificado, conocido como ángulo de autosoporte, que se puede ajustar aquí. Puede aumentar o disminuir la cantidad de soportes que se generan, y también restaurar el valor a la recomendación predeterminada, que varía según las distintas impresoras y materiales.
Estilo base
La base del modelo incluye la primera capa impresa, así como algunas capas de material de soporte. La opción Estilo de base le permite configurar la forma de la base. “Modelo y soportes” crea una base debajo del modelo y cualquier estructura de soporte, y llena todos los bucles cerrados dentro de la base. “Solo modelo” crea una base solo debajo del modelo y los bucles cerrados no se rellenan.
| Modelo y soporte | Solo modelo |
|
|


Configuración avanzada
Estos ajustes están disponibles solo para las impresoras Fortus, serie F123 y F900 a menos que se indique lo contrario.
Configuraciones de bandeja

Model Material
Select the model material for the tray. Different printers support different materials.
Material de soporte
Support Material is selected automatically, based on the model material. It can be changed from the default selection if there is more than one support material for the model material.
Altura del corte
Select the slice height of the material. Different materials support different slice heights. All materials support the 0.0100 inch (0.2540 mm) slice height. Other possible slice heights are 0.0050 inch (0.1270 mm), 0.0070 inch (0.1778 mm), 0.0130 inch (0.3302 mm), and 0.0200 inch (0.5040 mm). For the Stratasys F3300 printer the available slice heights are metric; 0.2500 mm (0.0098 inch) and 0.5000 mm (0.0197 inch).
When a networked printer is selected loaded materials and tips are marked by a green bar. Available materials are marked by an orange bar.
Material Setup (Stratasys F3300)
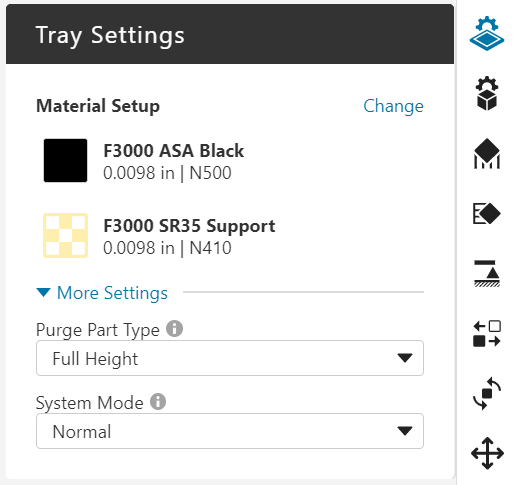
A Material Setup is a combination of a material, its color, a selected slice height, and the nozzle used to extrude material. Material Setups are used on the Stratasys F3300 printer, which requires a minimum of 2 (Model and Support) and as many as 4. Material Setups may be edited by selecting Change on the Tray Settings panel, which opens the Change Materials and Slice Heights dialog.
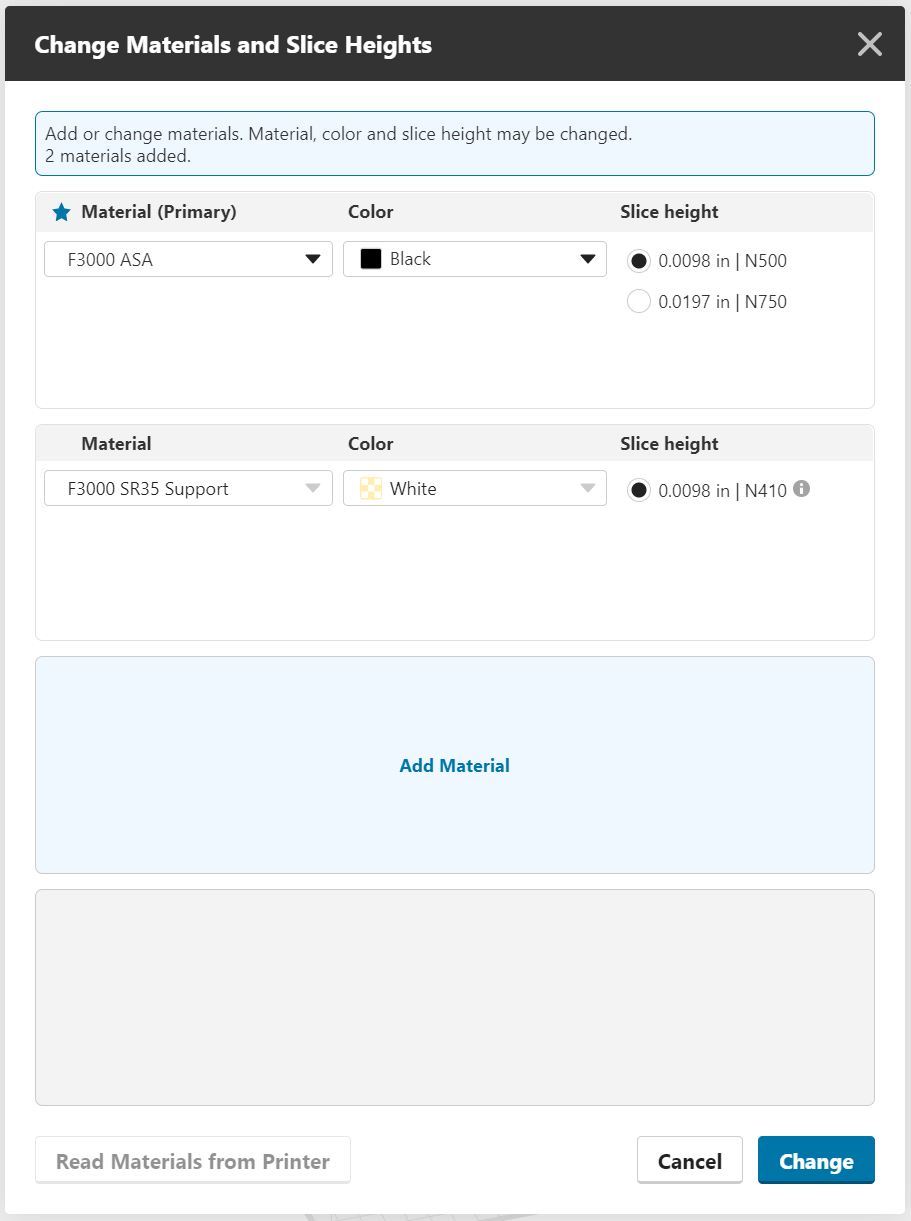
The Change Materials and Slice Heights dialog works from left-to-right, and top-to-bottom:
Left-to-right
Selecting a material determines possible colors, slice heights, and nozzles.
- Top-to-bottom
- Selecting a material determines the support material, its slice height, and nozzle
- Selecting a material limits additional materials to compatible materials.
Materials for networked printers may be read by clicking the Read Materials from Printer button. Click Add Material to add another material.
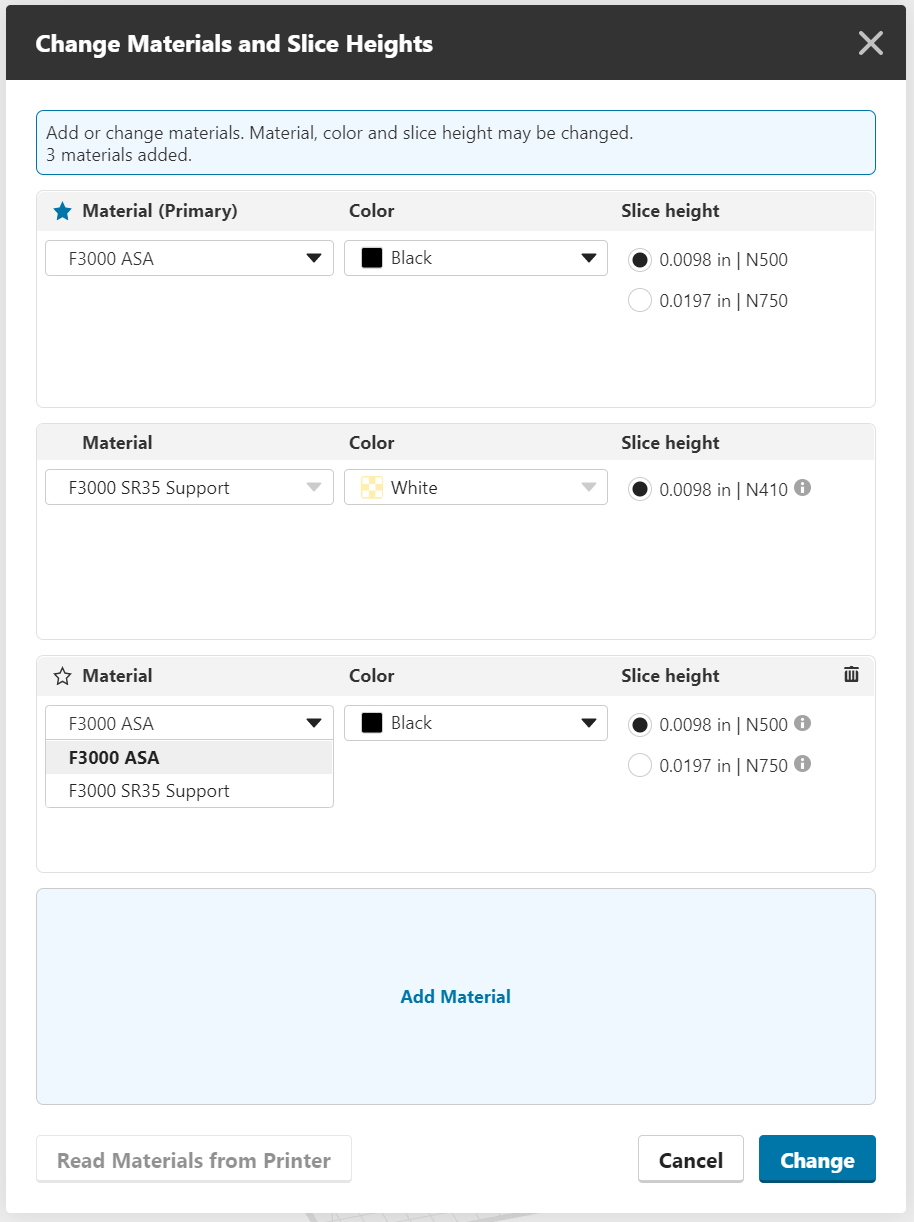
Each tray has a primary material that is assigned to models added to the tray. identified by a blue star

and the text (Primary) next to the Material label. The Primary Material is listed first when the Change Material and Slice Heights dialog is opened, and wherever material setup selection is allowed. The primary material automatically defines the support material and its setup, and limits what secondary material setups may be added. A secondary material can be made primary by clicking the star icon

to the left of its name, and deleted by clicking the trash icon

on the righthand side of the material card.
While a printer may be configured for different materials at the same time, materials set up for a tray must be compatible with each other. Compatibility is defined by the primary material. Compatibility rules are:
Same base material (e.g. ASA)
- Same support material (e.g. SR35)
- Same slice height and nozzle (e.g. 0.5000 mm (0.0197 inch) | N750)
Incompatible materials are identified by a red boundary and must be resolved before a Material Setup can be used on the tray.

Incompatible materials may be updated by:
- Editing the material to make the materials compatible
- Selecting Update at the top of the dialog, which replaces the incompatible materials.
- Delete the material.
- Change primary material (which changes the conflicts)
- Selecting Change, which deletes the conflicts and updates the materials for the tray.
An exception to the compatibility rules:
- When slice height of the primary material is 0.2500 mm (.0098 inch), the same material with a slice height of 0.5000 mm (0.1970 inch) is allowed. The user may assign this combination to a model. If the user assigns a different material to the 0.5000 mm slice height it will not be marked as incompatible, but it will be ignored.
Select Change or Cancel to exit the dialog and return to Tray Settings.

Slice Style (Fortus 900mc y 450mc; Stratasys F900; serie F123 excepto F170 y F120)
Establezca cómo se aplica la altura de corte al modelo. Constante usa una altura de corte única para todo el modelo. Adaptativa usa la altura de corte seleccionada para las entidades que requieren más detalles, como domos, empalmes y chaflanes, y un corte más grueso para las entidades donde no se necesitan detalles, como paredes verticales. Esta característica está disponible para alturas de corte nominales de 0.010 pulgadas (0.2540 mm) o 0.007 pulgadas (0.1778 mm).
| Altura de corte seleccionada | Altura de corte adicional |
| 0.0070 pulgadas (0.1778 mm) | 0.0100 pulgadas (0.2540 mm) |
| 0.0100 pulgadas (0.2540 mm) | 0.0130 pulgadas (0.3302 mm) |
Nota: el estilo de corte adaptativo solo está disponible cuando solo hay un modelo activo en la bandeja.
Estilo de construcción de piezas (serie F123, excepto F120 y F770)
Estos funcionan como ajustes preestablecidos. Los estilos de construcción que no sean Normal aplicarán ciertas configuraciones de modelo y bandeja, así como también cambiarán la forma en que la impresora opera para este trabajo.
Normal: sin preajuste; totalmente definido por el usuario. Disponible para todos los materiales excepto PLA, y necesario para F123 TPU 92A y F123 Diran 410MF07.
Modo borrador: utiliza relleno escaso con menos soporte para aumentar el rendimiento y mejorar la extracción manual del soporte. Esta configuración aumenta significativamente el rendimiento del trabajo. Es posible que se modifiquen algunas configuraciones de soporte, sin embargo, esto no se recomienda. Disponible para todos los materiales excepto F123 TPU 92A y F123 Diran 410MF07, y se requiere para PLA.
Tipo de pieza de purga/Tipo de torre de sacrificios
Las impresoras de la serie F123 utilizan una pieza de purga en la bandeja en lugar de un cubo de purga detrás de la bandeja. Esto reduce el movimiento del cabezal por capa, lo que a su vez reduce el tiempo de impresión. La purga es necesaria cuando la impresora cambia del modelo de impresión al material de soporte en cada capa. Para impresoras Fortus, es posible que desee agregar una torre de sacrificios, aunque el material ya se haya purgado en el cubo de purga. La calidad de la costura es a menudo más baja en la primera parte después de la purga, por lo que la introducción de una torre de sacrificios en la bandeja asegurará que la calidad de la costura sea constante para todas las piezas de la bandeja. Esto es especialmente útil en los materiales de nailon y es necesario para imprimir con nailon 12 CF.
A menudo las capas superiores de una impresión no utilizan ningún material de soporte, por lo que no se requiere purgado. Esta configuración ajusta la altura de la pieza de purgado. En la vista del modelo, la pieza de purgado en la bandeja siempre se mostrará con “Altura completa” independientemente de su configuración, pero si va a la Vista previa del corte, podrá ver la altura real.
Último cambio: la pieza de purga sólo será tan alta como la última capa de material de soporte
Altura completa: la pieza de purga llegará hasta la última capa de material del modelo.
Nota: si seleccionó PLA como su material, no hay una pieza de purga, ya que no se utiliza material de soporte.
Modo de sistema
El modo de sistema envía información adicional sobre los modelos de un trabajo a la impresora. Las opciones disponibles dependen de la impresora, el material y la altura del corte seleccionado.
Normal (Predeterminado): se utiliza para la impresión de la mayoría de las piezas.
Ladrillo: se utiliza para reducir la curvatura de la pieza cuando imprima piezas grandes y densas. La opción Ladrilloestá disponible para ABS, ASA, PC-ABS, ABS-CF10, y Nylon-CF10 en las impresoras de la serie F123. Las alturas de corte y los materiales admitidos variarán según la impresora serie F123 seleccionada para el trabajo.
Pared fina: se utiliza para reducir la curvatura y la deformación cuando se imprimen piezas con un gran número de paredes finas. El grosor máximo de la pared fina varía según el material:
- 0.0900 pulgadas (2.29 mm). Todos los materiales ULTEM™ 9085 Resinas y ULTEM™ 1010 Resinas, Antero 800NA, y Antero 840CN03
- 0.1000 pulgadas (2.54 mm) Nylon 12, Nylon 6, Nylon 12 CF, y Diran 410MF07
Material de la primera capa (para la serie F123, excepto F770 y F120)
Cuando selecciona la altura de corte 0.005”, puede elegir si desea usar material de soporte o modelo para la capa base que tiene contacto con la bandeja. Esta altura de corte usa una temperatura de cámara más baja y, para mejorar la adhesión a la bandeja y garantizar la calidad de la pieza, el material del modelo es la selección predeterminada. Sin embargo, cuando desee que su pieza sea fácil de quitar de la bandeja, puede usar material de soporte para la capa base. También puede usar esto junto con el modo de bloque (consulte arriba) para elevar temperatura de la cámara.
Configuraciones de material para modelo
La configuración avanzada se puede aplicar a nivel del cuerpo o de la cara, según el tipo de archivo seleccionado. Alterne entre la selección de cuerpo y cara con las pestañas en el panel de Configuración del modelo o presionando la tecla B o F mientras el panel de Configuración del modelo está abierto.
Ajustes de cuerpo

Comportamiento grupal
Cuando aplica la configuración del cuerpo a un ensamblado, hay más opciones disponibles después de que crea un Grupo. Después de agregar un archivo de ensamblado o un archivo de pieza de varios cuerpos a la bandeja, seleccione el ensamblado de nivel superior o algunos componentes que desee imprimir y cree el Grupo presionando el botón en el panel del proyecto o en el menú contextual. El Grupo es una estructura de ensamblado plano que consta solo de los componentes seleccionados y el ensamblado original está oculto. Cuando selecciona el Grupo en la lista de archivos, la configuración de Comportamiento del grupo se muestra en el panel Configuración del modelo.
Cuerpos separados: cada componente puede tener su propio ajuste de cuerpo. Esta es la configuración predeterminada cuando se crea un Grupo.
Combinar cuerpos: el ajuste de un cuerpo se aplica a todo el Grupo. Este es también el comportamiento para un ensamblado si no se crea un Grupo.
La impresión de un Grupo con el comportamiento de cuerpos separados le permite optimizar las propiedades físicas de la pieza impresa. Por ejemplo, algunas áreas se pueden imprimir con relleno sólido para mayor resistencia, mientras que otras pueden ser ralas para ahorrar peso. Defina estas regiones durante el diseño del modelo en su sistema CAD.
Densidad del relleno
Algunos estilos de relleno permiten controlar la densidad. Si aumenta la densidad, reduce el espacio entre tramas de relleno para brindar una mayor resistencia y si disminuye la densidad, aleja más las tramas, lo que reduce el uso de material y el tiempo de impresión.
Espesor del cuerpo
Ángulo de relleno
Establezca el ángulo de las tramas de relleno para la primera capa de la pieza. El ángulo aumenta en un valor establecido para cada capa adicional. El incremento suele ser de 90 grados.
Engrosar paredes finas
Cuando corta el modelo, algunas áreas del corte pueden ser más estrechas que dos anchos de senda (cuatro veces la altura del corte). Con esta configuración habilitada, las áreas estrechas se engrosarán al ancho mínimo de la pared. Si esta configuración está deshabilitada, las sendas no se generarán donde no encajen. Si la configuración no está disponible, está activada de forma predeterminada.
| Apagado | Encendido |
|
|


Relleno de ancho variable
Rellena las regiones de un modelo en las que no cabe un contorno de ancho normal o un patrón de trama. Se crea una trayectoria a lo largo del centro de la región, que varía en ancho según sea necesario para llenar la región. Esto da como resultado un modelo más denso y resistente.
| Apagado | Encendido |
|
|


Modelo de envoltura
Enclose a Group with Separate Bodies in a common shell. The shell adds strength when joints between bodies in the group are not designed to resist applied loads. For the Stratasys Wrap Model is on by default.
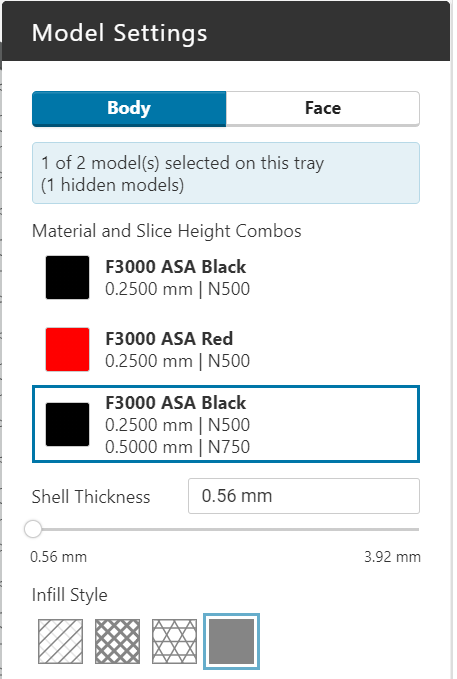
Material and Slice Height Combos (Stratasys F3300)
Up to 3 model materials may be printed on a Stratasys F3300 tray. Model Materials are shown on the Model Settings panel. The first material listed is the primary material. It is assigned to all models added to a tray. When additional (secondary) materials are available, they are assigned by selecting the model, then selecting the model material on the Model Settings panel.

Double Height Infill
Different materials for a tray must be the same slice height. The same material may have two different slice heights used in a specific way:
- The shell of the model is 0.2500 mm (0.0098 inch) slice height
- The infill is 0.5000 mm (0.0197 inch) slice height
- The infill is solid
This combination of single height shell and double height infill is not supported for different materials.
Assigning Different Materials to Bodies in a Group
Groups with Separate Bodies support distinct settings for each body. The ability extends to materials. To do so:
- Select the body in the Group
- Select a material on the Model Settings panel
Note
When assigning different materials to bodies in a Group confirm that Wrap Model is unchecked. If Wrap Model is checked the entire model will be encased in a shell of the primary material.
Configuración de cara

Según el tipo de archivo de los modelos seleccionados, es posible que pueda aplicar la configuración a nivel de cara. La configuración de caras solo está disponible para los tipos de archivo que contienen geometría BREP. Los formatos de solo malla (.stl, .wrl, .obj y. 3mf) no contienen geometría BREP precisa, por lo que la selección de caras no está disponible. Los formatos CAD nativos, como .sldprt, así como algunos formatos de intercambio como .stp y .igs, contienen geometría BREP, por lo que la selección de cuerpo y cara está disponible. Además, la configuración de cara no se puede aplicar a ensamblados desagrupados o grupos con el comportamiento Combinar cuerpos seleccionado.
Aplicar inserción
Debido a que no es recomendable imprimir en 3D un hilo, es posible que desee utilizar una inserción de metal después de que finalice la impresión. La característica Aplicar inserción garantiza que la pieza impresa tenga las dimensiones de orificio adecuadas para recibirla. Seleccione un orificio (cara cilíndrica) y luego, marque la casilla de verificación Aplicar inserción. Elija el tipo de inserción (termofijado cónico o helicoidal) y el tamaño, y las dimensiones de orificio recomendadas que se muestran se aplicarán a la selección.
Si las dimensiones del orificio no coinciden con las recomendaciones para su inserción, puede seleccionar Personalizada e ingresar sus propias dimensiones. Si hace clic en “Guardar tamaño personalizado”, se agregará a “Mi biblioteca”. Si tiene numerosas dimensiones de inserción para agregar, puede crear un archivo de biblioteca personalizado y agregarlo en Archivo> Preferencias> FDM. El archivo debe ser un archivo de texto .JSON y tener el siguiente formato:
{ "version": "1.0", "nombre": "Biblioteca personalizada 1234", "TipodeBiblioteca": "inserción", "entradas": [ { "version": "1.0", "nombre": "MiInserción 1", "tipo": "inserción", "contenido": { "name": "MyInsert 1", "diámetro": 0.2, "espesor": 0.2, "unidades": "pulg" } }, { "version": "1.0", "nombre": "MiInserción 2", "tipo": "inserción", "contenido": { "name": "MyInsert 2", "diámetro": 0.4, "espesor": 0.2, "unidades": "pulg" } } ]}"{,http://help.grabcad.com/article/245-adjusting-fdm-print-settings/"
Convertir en autoportante
Si tiene orificios en su geometría que se imprimirán horizontalmente, esta característica los cambiará a forma de diamante para que no requieran material de soporte.
Evitar costuras
El inicio/final de una senda deja una marca llamada costura en una pieza impresa. Para evitar que las costuras queden en superficies clave, seleccione la superficie y marque la casilla de verificación Evitar costuras.
Espesor superficial
Es similar al control de grosor para cuerpos, pero se aplica a una cara en particular.
Configuraciones de soporte
Actualmente, no existen configuraciones de soporte avanzadas. Consulte la sección básica arriba.
Estabilizadores

Para crear un estabilizador, seleccione un modelo (conjunto, pieza de varios cuerpos, grupo o pieza), luego seleccione el icono de estabilizador en la barra de herramientas. Los estabilizadores se definen para un modelo a la vez. Después de seleccionar el icono del estabilizador, se analiza el modelo y se agrega un estabilizador con la configuración predeterminada.
Configuración del estabilizador
Los siguientes parámetros definen el tamaño, la forma y la ubicación del estabilizador. Después de elegir la altura, es posible que desee cambiar a una vista de arriba hacia abajo con la perspectiva desactivada para configurar los demás parámetros en esta sección.
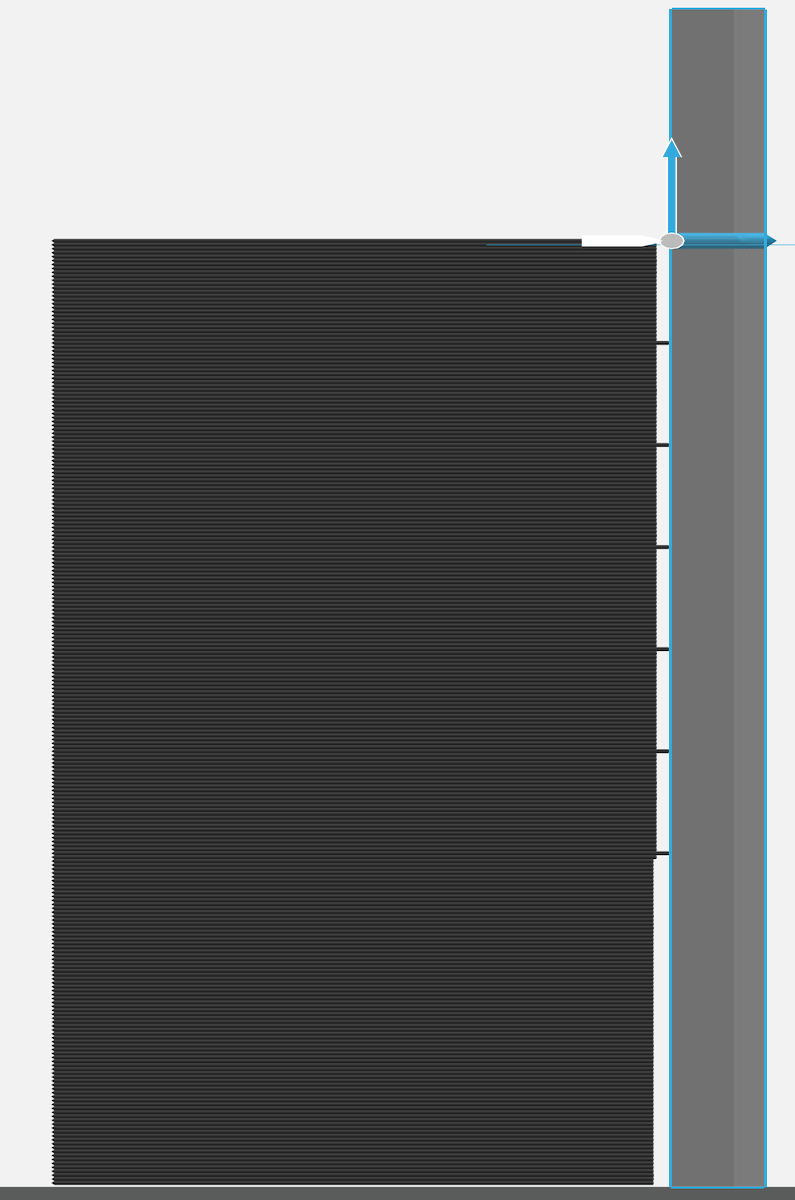
Altura

La altura del estabilizador está marcada por un plano azul con una flecha adjunta. Haga clic y arrastre la flecha para ajustar la altura del Estabilizador hacia arriba o hacia abajo o edite la configuración de Altura en el panel Estabilizador. La altura predeterminada es el 80% de la altura del modelo.
Curva de referencia

El plano de altura del estabilizador intersecta con el modelo, generando una o más curvas de bucle cerrado. Cuando solo hay un bucle, este se selecciona automáticamente y se muestra en azul. Cuando se crean varios bucles, uno se selecciona automáticamente y los bucles alternativos se muestran en blanco. Para seleccionar un bucle alternativo, haga clic en él.
Puntos de inicio y finalización

El estabilizador no rodea todo el modelo completo, sino que sujeta una sección del modelo que usted define. El inicio y el final del estabilizador se identifican con flechas verdes. El estabilizador se crea entre las dos flechas. Arrastre cualquiera de las flechas a lo largo de la curva para ajustar la ubicación inicial o final del estabilizador.
Número de puntos de contacto
Ingrese la cantidad de veces que el estabilizador se comunicará con el modelo (2-20 veces). Los puntos de contacto se muestran en la vista del modelo como pines blancos para el estabilizador que se está editando y pines grises para los estabilizadores que se definieron pero no se están editando.
Profundidad
La distancia máxima entre el contacto del estabilizador y su pared trasera medida a la altura del estabilizador.
Type
Los estabilizadores pueden ser de profundidad constante (opción predeterminada) o parte trasera plana. Para la profundidad constante, todos los contactos tienen aproximadamente la misma profundidad y la pared posterior se aproximará a la forma del modelo. Para Parte trasera plana, la pared trasera es una línea recta.
Configuración de puntos de contacto
Los puntos de contacto definidos anteriormente no tocan realmente el modelo en toda la altura del estabilizador. Por lo general, el estabilizador está muy cerca de la superficie del modelo sin tocarlo, pero a ciertos intervalos regulares, el punto de contacto penetra en la superficie, uniendo el estabilizador al modelo. Los siguientes cuatro parámetros definen la frecuencia y profundidad de la penetración. Puede cambiar a una vista lateral antes de configurar estos parámetros.
Altura de inicio
La altura a la que los contactos del estabilizador comienzan a penetrar en el modelo. De manera predeterminada, la altura inicial es cero, lo que significa que la penetración se produce a intervalos en toda la altura del modelo. En la imagen de arriba, se aumentó la altura de inicio, para que no haya penetración en la parte inferior del modelo.
Brecha de contacto
La distancia a la que un punto de contacto del estabilizador se separa del modelo cuando no penetra.
Penetración de contacto
La distancia máxima a la que un punto de contacto del estabilizador penetra en el modelo.
Intervalo de penetración
La distancia vertical entre los puntos de contacto que penetran en el modelo. Cuando un punto de contacto no penetra en el modelo, borra el modelo según la distancia de la Brecha de contacto.
| Brecha de contacto | Penetración de contacto |
|
|




Manejo de estabilizadores
Después de agregar un estabilizador, puede agregar más al modelo seleccionado haciendo clic en “Agregar otro” o cerrar el panel. Cada estabilizador agrega una hoja a su modelo principal en el panel del proyecto. Para cambiar la definición de un estabilizador, haga doble clic en el estabilizador en el árbol o haga clic con el botón derecho y seleccione Editar estabilizador en el menú. Para eliminar uno o más estabilizadores, seleccione el estabilizador, haga clic con el botón derecho y seleccione Eliminar estabilizador(es) en el menú.
Anclajes

Los anclajes son estructuras de soporte que evitan que los modelos se curven mientras se construyen. Los anclajes, construidos con material de modelo, fijan la parte inferior de un modelo a la lámina o bandeja de construcción. No se genera una base de soporte ni otras estructuras de soporte para el anclaje, lo que garantiza una conexión segura entre el modelo y la lámina o bandeja de construcción. Los anclajes también se pueden usar para fijar las superficies del modelo orientadas hacia abajo u orientadas hacia arriba.
Para crear un anclaje, seleccione el icono de anclaje en la barra de herramientas. Se analizan los modelos en la bandeja y las superficies donde se puede colocar un anclaje se resaltan en azul.

Haga clic en una superficie azul para colocar un anclaje y seleccione el modelo para el anclaje. La ubicación del anclaje está marcada con una flecha verde y una vista previa de la forma del anclaje.

Configuración de anclajes
Después de colocar el primer anclaje, se activa el panel de anclaje. El usuario puede definir el estilo de anclaje y los diámetros.
Anclaje cilíndrico
Un anclaje cilíndrico es el estilo de anclaje predeterminado. Está definido por un solo diámetro. Deben usarse anclajes cilíndricos entre la superficie más inferior del modelo y la lámina o bandeja de construcción.
Anclaje cónico
Los anclajes cónicos se definen por un diámetro superior y un diámetro inferior. El diámetro inferior representa un diámetro máximo en la lámina o bandeja de construcción, incluso cuando el anclaje termina en otra superficie del modelo. La conicidad de un anclaje cónico también se cambia mediante las reglas de construcción aplicadas para crear una función de anclaje estable.
| Anclaje cilíndrico | Anclaje cónico |
|
|


Conjuntos de anclajes
Se crea una nueva función de anclaje cada vez que hace clic en el modelo. Para crear un conjunto de anclajes, mantenga presionada la tecla CTRL en el teclado y seleccione otra ubicación. Los anclajes de un conjunto comparten un estilo y dimensiones. Mantenga presionada la tecla CTRL hasta que se agreguen más ubicaciones al conjunto. Suelte la tecla CTRL para crear un nuevo conjunto o para crear anclajes para otro modelo en la bandeja.
Para eliminar un anclaje de un conjunto, mantenga presionada la tecla CTRL y seleccione un anclaje existente. Repita esta acción para eliminar más anclajes. Cuando se elimina el último anclaje del conjunto, la función de anclaje se elimina automáticamente.
Consejo: para anclajes en la superficie más inferior de su modelo, oriente la bandeja hacia su vista inferior y use las líneas de cuadrícula para alinear mejor los anclajes.

Administración de anclajes
Los anclajes y los conjuntos de anclajes se agregan seleccionando una nueva ubicación. Cada anclaje agrega una hoja a su modelo principal en el panel del proyecto. Para cambiar la definición de un anclaje, haga doble clic en el anclaje en el árbol, o haga clic con el botón derecho y seleccione Editar anclaje en el menú. Para eliminar uno o más anclajes, seleccione el anclaje, haga clic con el botón derecho y seleccione Eliminar anclaje(s) en el menú.

Otras acciones que se pueden aplicar a los modelos con anclajes son copiar/pegar, duplicar y girar sobre Z. Cualquier otro cambio de orientación invalidará el anclaje y lo eliminará automáticamente.
Selecting the Anchor Material (Stratasys F3300)
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.