Réglage des paramètres d'impression FDM
Paramètres de base :
Paramètres avancés :
Les paramètres disponibles dépendent du modèle d'imprimante, du matériel sélectionné, et du format de fichier du modèle sélectionné. Les paramètres dépendant du format de fichier et du matériau seront notés dans leurs descriptions, mais les paramètres dépendant de l'imprimante sont divisés en sections de base et avancées ci-dessous.
Paramètres de base
Pour toutes les imprimantes FDM prises en charge. Pour les imprimantes uPrint et Dimension, seuls ces paramètres de base sont disponibles, mais pour les autres imprimantes, des paramètres avancés sont également disponibles. Aller à la section.
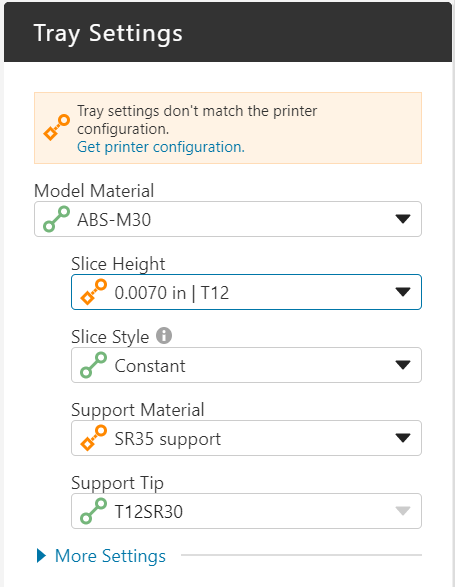
Paramétrage du plateau
Ces propriétés doivent être les mêmes pour tous les modèles sur un plateau. Lorsque vous sélectionnez une imprimante réelle et non une imprimante modèle, les paramètres de l’imprimante rempliront les valeurs ici, et une icône verte indiquera que les paramètres correspondent à ceux de l’imprimante.

Hauteur de découpage
Les options disponibles de la hauteur de découpage dépendent de l'imprimante sélectionnée. Pour en savoir plus sur les hauteurs de découpage, découvrez-en davantage ici.
Matériau du modèle et matériau de support
Consultez stratasys.com pour plus d’informations sur les matériaux disponibles pour votre imprimante.
Conseil relatif au modèle et à l'assistance
Les conseils varient selon le paramétrage d'impression de certaines imprimantes.
Paramétrage du modèle
Ces propriétés peuvent être modifiées pour les pièces individuelles sur le plateau. Sélectionnez les modèles à l'aide d'un clic gauche dans la visionneuse 3D ou dans liste de modèles dans le panneau du projet. Ajoutez à votre sélection à l'aide de Ctrl+clic.

Style de remplissage de pièce
Pour en savoir plus sur les différents styles, découvrez-en davantage ici.
Paramètres d'assistance

Style de support
Pour en savoir plus sur les différents styles, découvrez-en davantage ici.
Utiliser le matériau du modèle
Cela permet à la structure de support d'être imprimée en utilisant principalement un matériau modèle, avec quelques couches de matériau de support là où la structure de support rencontre le modèle. Cela réduit le temps que passe l’impression à basculer entre le matériau de support et le matériau du modèle à chaque couche.
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.
Une case à cocher supplémentaire modifie le remplissage de la structure de support générée en une densité plus élevée et sans contour limite.
Extension de support
Cette extension améliore la stabilité des supports en créant des supports de plus en plus larges en dessous du modèle. Cependant, cela peut créer des supports inutiles pour certains modèles, comme dans l'exemple illustré ci-dessous.
| Pas d’extension de support | Petite extension de support uniquement |
|
|


Angle d’autosupport
Les appuis sont générés lorsque l’angle de la surface de la pièce descend en dessous d’une valeur spécifiée, appelée angle d’autosupport. Vous pouvez modifier cet angle ici. Vous pouvez augmenter ou diminuer le nombre de supports générés et rétablir la valeur par défaut, qui varie selon les imprimantes et les matériaux.
Style de base
La base du modèle inclut la toute première couche imprimée, ainsi que quelques couches de matériau de support. L’option Style de base vous permet de configurer la forme de la base. « Modèle et supports » crée une base sous le modèle et toutes les structures de support, et remplit toutes les boucles fermées à l’intérieur de la base. « Modèle uniquement » crée une base uniquement sous le modèle et les boucles fermées ne sont pas remplies.
| Modèle et support | Modèle uniquement |
|
|


Réglages avancés
Ces paramètres sont disponibles uniquement pour les imprimantes Fortus, F123 Series et F900, sauf indication contraire.
Paramétrage du plateau

Model Material
Select the model material for the tray. Different printers support different materials.
Matériau de support
Support Material is selected automatically, based on the model material. It can be changed from the default selection if there is more than one support material for the model material.
Hauteur de découpage
Select the slice height of the material. Different materials support different slice heights. All materials support the 0.0100 inch (0.2540 mm) slice height. Other possible slice heights are 0.0050 inch (0.1270 mm), 0.0070 inch (0.1778 mm), 0.0130 inch (0.3302 mm), and 0.0200 inch (0.5040 mm). For the Stratasys F3300 printer the available slice heights are metric; 0.2500 mm (0.0098 inch) and 0.5000 mm (0.0197 inch).
When a networked printer is selected loaded materials and tips are marked by a green bar. Available materials are marked by an orange bar.
Material Setup (Stratasys F3300)
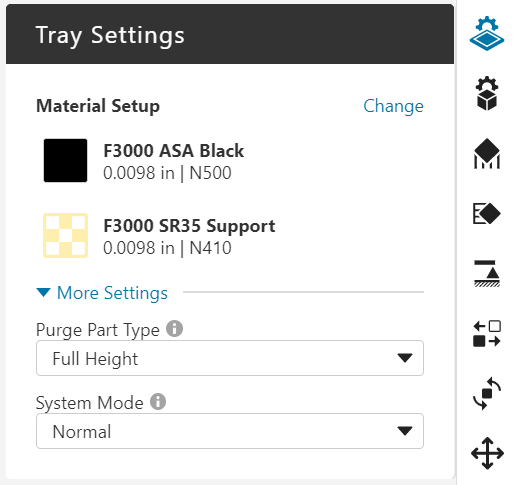
A Material Setup is a combination of a material, its color, a selected slice height, and the nozzle used to extrude material. Material Setups are used on the Stratasys F3300 printer, which requires a minimum of 2 (Model and Support) and as many as 4. Material Setups may be edited by selecting Change on the Tray Settings panel, which opens the Change Materials and Slice Heights dialog.
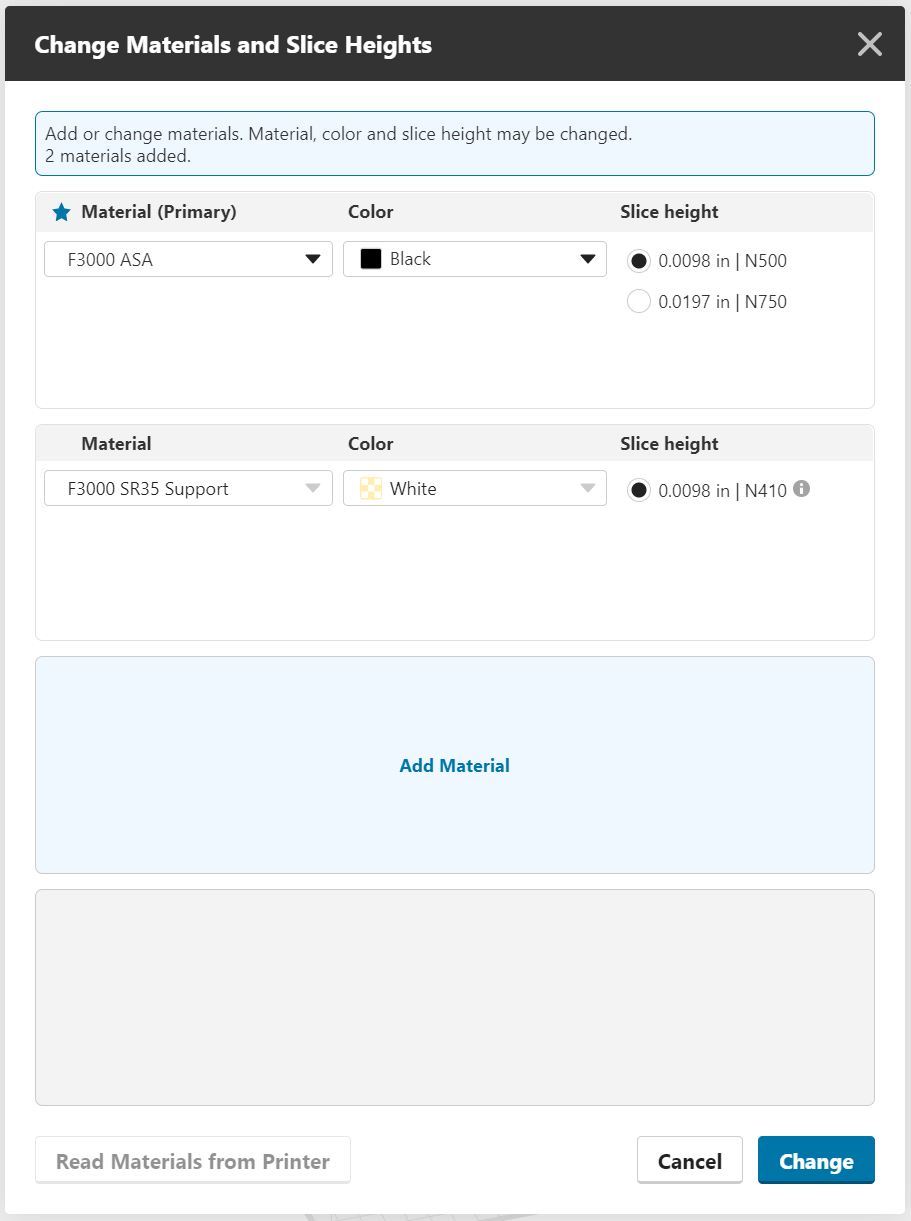
The Change Materials and Slice Heights dialog works from left-to-right, and top-to-bottom:
Left-to-right
Selecting a material determines possible colors, slice heights, and nozzles.
- Top-to-bottom
- Selecting a material determines the support material, its slice height, and nozzle
- Selecting a material limits additional materials to compatible materials.
Materials for networked printers may be read by clicking the Read Materials from Printer button. Click Add Material to add another material.
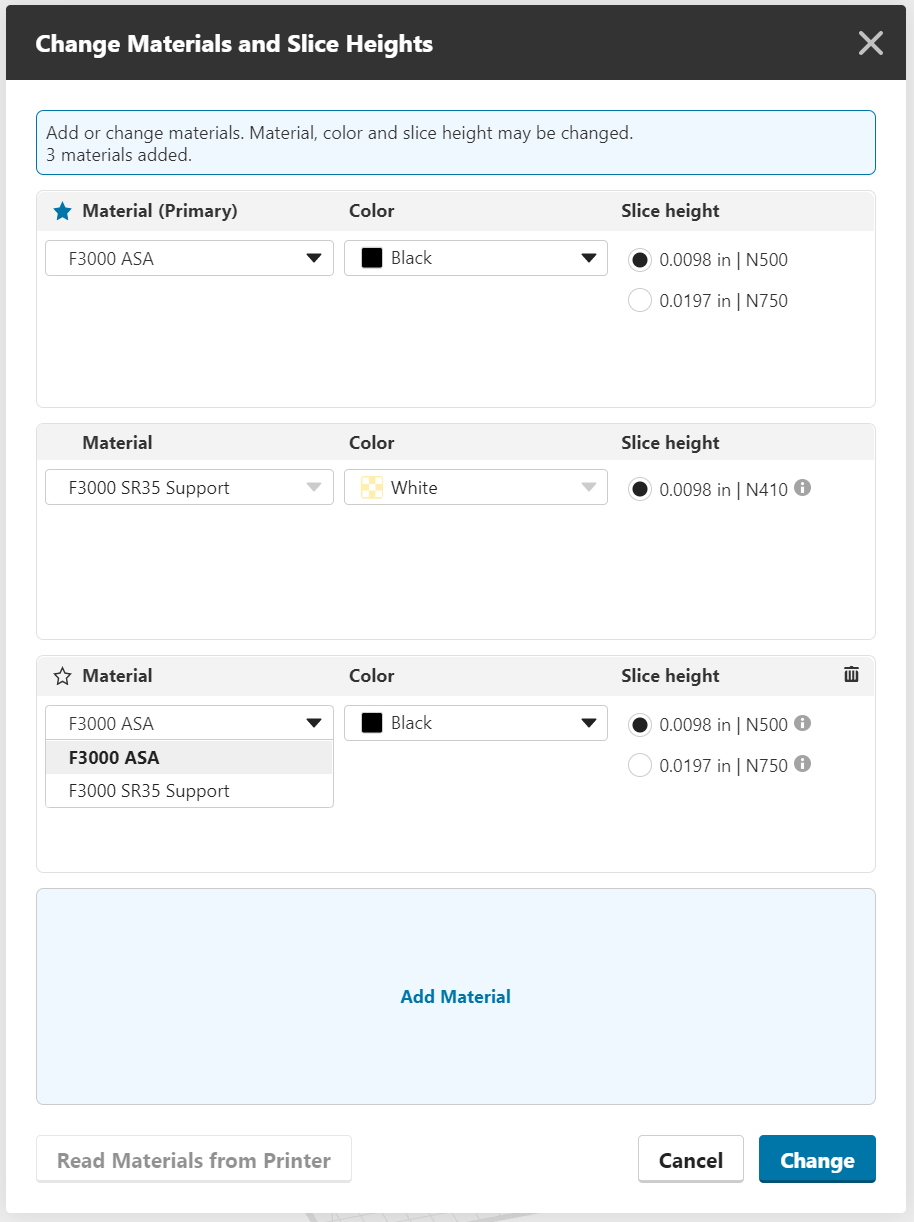
Each tray has a primary material that is assigned to models added to the tray. identified by a blue star

and the text (Primary) next to the Material label. The Primary Material is listed first when the Change Material and Slice Heights dialog is opened, and wherever material setup selection is allowed. The primary material automatically defines the support material and its setup, and limits what secondary material setups may be added. A secondary material can be made primary by clicking the star icon

to the left of its name, and deleted by clicking the trash icon

on the righthand side of the material card.
While a printer may be configured for different materials at the same time, materials set up for a tray must be compatible with each other. Compatibility is defined by the primary material. Compatibility rules are:
Same base material (e.g. ASA)
- Same support material (e.g. SR35)
- Same slice height and nozzle (e.g. 0.5000 mm (0.0197 inch) | N750)
Incompatible materials are identified by a red boundary and must be resolved before a Material Setup can be used on the tray.

Incompatible materials may be updated by:
- Editing the material to make the materials compatible
- Selecting Update at the top of the dialog, which replaces the incompatible materials.
- Delete the material.
- Change primary material (which changes the conflicts)
- Selecting Change, which deletes the conflicts and updates the materials for the tray.
An exception to the compatibility rules:
- When slice height of the primary material is 0.2500 mm (.0098 inch), the same material with a slice height of 0.5000 mm (0.1970 inch) is allowed. The user may assign this combination to a model. If the user assigns a different material to the 0.5000 mm slice height it will not be marked as incompatible, but it will be ignored.
Select Change or Cancel to exit the dialog and return to Tray Settings.

Style de tranchage (Fortus 900mc et 450mc ; Stratasys F900 ; série F123 sauf F170 et F120)
Définissez la manière dont la hauteur de découpe est appliquée au modèle. La constante utilise une seule hauteur de découpe pour l'ensemble du modèle. Adaptive utilise la hauteur de découpe sélectionnée pour les objets nécessitant plus de détails tels que les dômes, les congés et les chanfreins, et une tranche plus épaisse pour les objets où les détails ne sont pas nécessaires, comme les parois verticales. Cette fonction est disponible pour les hauteurs de découpe nominales 0.010 pouces (0.2540 mm) ou 0.007 pouces (0.1778 mm).
| Hauteur de tranchage sélectionnée | Hauteur de tranchage supplémentaire |
| 0.0070 pouces (0.1778 mm) | 0.0100 pouces (0.2540 mm) |
| 0.0100 pouces (0.2540 mm) | 0.0130 pouces (0.3302 mm) |
Remarque : le style Adaptative Slice n'est disponible que lorsqu'un seul modèle est actif sur le plateau.
Style de construction de pièce (série F123 sauf les modèles F120 et F770)
Cela fonctionne comme les préréglages. Les styles de construction autres que Normal appliquent certains paramètres de modèle et de plateau et modifient le mode de fonctionnement de l’imprimante pour cette tâche.
Normal : aucun préréglage ; entièrement défini par l’utilisateur. Disponible pour tous les matériaux sauf le PLA, et requis pour le TPU F123 92A et F123 Diran 410MF07.
Mode brouillon : utilise un remplissage clairsemé avec moins de support pour augmenter le débit et améliorer la suppression manuelle du support. Ces paramètres augmentent considérablement le débit des tâches. Certains paramètres de support peuvent être modifiés, mais cela n’est pas recommandé. Disponible pour tous les matériaux sauf le TPU F123 92A et F123 Diran 410MF07, et requis pour le PLA.
Type de pièce de purge/Type de tour sacrificielle
Les imprimantes de la série F123 utilisent une pièce de purge sur le plateau au lieu d'un seau de purge derrière le plateau. Cela réduit le mouvement de la tête par couche, réduisant ainsi le temps d'impression. La purge est nécessaire lorsque l'imprimante passe du modèle d'impression au matériau de support dans chaque couche. Pour les imprimantes Fortus, vous souhaiterez peut-être ajouter une tour sacrificielle, même si le matériau est déjà purgé dans le seau de purge. La qualité des raccords est souvent la plus basse sur la première partie après la purge, donc l'introduction d'une tour sacrificielle sur le plateau garantira que la qualité du raccord est cohérente pour toutes les pièces du plateau. Cela est particulièrement utile pour les matériaux en nylon et est nécessaire pour l'impression avec du nylon 12 CF.
Les couches supérieures d'une épreuve n'utiliseront pas, la plupart du temps, les matériaux de support. La purge n'est donc pas nécessaire. Ce paramétrage ajuste la hauteur de la pièce à purger. Dans l'affichage de modèle, la pièce à purger sur le plateau s'affichera toujours comme « Pleine hauteur » indépendamment de votre paramétrage, mais si vous allez dans Aperçu du découpage, vous voyez la hauteur réelle.
Dernière permutation : la partie de purge ne pourra pas dépasser la hauteur de la dernière couche de matériau de support.
Pleine hauteur : la partie de purge ira jusqu’à la dernière couche de matériau modèle.
Remarque : si vous avez sélectionné PLA comme matériau, il n'y a pas de pièce de purge, car le matériau de support n'est pas utilisé.
Mode du système
Le mode du système envoie des informations supplémentaires sur les modèles d’une tâche à l’imprimante. Les options disponibles dépendent de l’imprimante, du matériau et de la hauteur de tranchage sélectionnés.
Normal (par défaut) : mode utilisé pour la plupart des impressions de pièces.
Brique : mode utilisé pour réduire le gondolage des pièces lors de l’impression de pièces volumineuses et denses. L’option Brique est disponible pour les matériaux ABS, ASA, PC-ABS, ABS-CF10 et Nylon-CF10 sur les imprimantes de la série F123. Les hauteurs de découpage et les matériaux pris en charge varient en fonction de l’imprimante de la série F123 sélectionnée pour la tâche.
Paroi fine : mode utilisé pour réduire le gondolage et la déformation lors de l’impression de pièces comportant un grand nombre de fines parois. L’épaisseur de paroi fine maximale varie selon le matériau.
- 0.0900 pouces (2.29 mm). Toutes les résines ULTEM™ 9085 et ULTEM™ 1010 et matériaux Antero 800NA et Antero 840CN03
- 0.1000 pouces (2.54 mm) Nylon 12, Nylon 6, Nylon 12 CF et Diran 410MF07
Matériau de première couche (pour la série F123 sauf les modèles F770 et F120)
Lorsque 0.005l’option « Hauteur de découpage » est sélectionnée, vous pouvez choisir d’utiliser un support ou un matériau de modèle pour la couche de base qui est en contact avec le plateau. Cette hauteur de découpage utilise une température de chambre plus basse, et pour améliorer l’adhérence du plateau et assurer la qualité des pièces, le matériau de modèle est sélectionné par défaut. Toutefois, si vous souhaitez retirer facilement votre pièce du plateau, vous pouvez utiliser un matériau de support pour la couche de base. Vous pouvez également utiliser ce matériau avec le mode « Brique" (voir ci-dessus) pour augmenter la température de la chambre.
Paramétrage du modèle
Les paramètres avancés peuvent être appliqués au niveau du corps ou du visage, selon le type de fichier sélectionné. Basculez entre la sélection du corps et de la face à l'aide des onglets du panneau Paramètres du modèle ou en appuyant sur la touche B ou F lorsque le panneau Paramètres du modèle est ouvert.
Réglages du corps

Comportement de groupe
Lorsque vous appliquez des paramètres de corps à un assemblage, d'autres options sont disponibles une fois que vous créez un Groupe. Après avoir ajouté un fichier d'assemblage ou un fichier de pièce à corps multiples sur le plateau, sélectionnez l'assemblage de niveau supérieur ou quelques composants que vous souhaitez imprimer et créez le groupe en appuyant sur le bouton dans le panneau de projet ou dans le menu contextuel. Le groupe est une structure d'assemblage plate composée uniquement des composants sélectionnés et l'assemblage d'origine est masqué. Lorsque vous sélectionnez le groupe dans la liste des fichiers, le paramètre Comportement du groupe s'affiche dans le panneau Paramètres du modèle.
Corps séparés : chaque composant peut avoir son propre réglage de corps. Il s’agit du paramètre par défaut lorsque vous créez un groupe.
Corps combinés : un réglage de corps s’applique à l’ensemble du groupe. C’est également le comportement d’un assemblage si vous ne créez pas de groupe.
L'impression d'un groupe avec le comportement Corps séparés vous permet d'optimiser les propriétés physiques de la pièce imprimée. Par exemple, certaines zones peuvent être imprimées avec un remplissage solide pour plus de résistance, tandis que d'autres peuvent être clairsemées pour plus de légèreté. Définissez ces régions lors de la conception de votre modèle dans votre système CAO.
Densité de remplissage
Certains styles de remplissage permettent de contrôler la densité. L'augmentation de la densité réduit l'écart entre les trames de remplissage pour une plus grande force, et la diminution de la densité éloigne les trames, ce qui diminue la quantité de matériau et le temps d'impression.
Épaisseur du corps
Angle de remplissage
Définissez l'angle des trames de remplissage pour la première couche de la pièce. L'angle s'incrémente d'une valeur définie pour chaque couche supplémentaire. L'incrément est le plus souvent de 90 degrés.
Épaissir les parois fines
Lorsque le modèle est découpé en tranches, certaines zones peuvent être plus étroites que deux largeurs de tracé (quatre fois la hauteur de la tranche). Lorsque ce paramètre est activé, les zones étroites seront épaissies à la largeur minimale de la paroi. Si ce paramètre est désactivé, les parcours d'outils ne seront pas générés là où ils ne correspondent pas. Si le paramètre n'est pas disponible, il est activé par défaut.
| Désactivé | Activé |
|
|


Largeur de remplissage variable :
Remplit les régions d’un modèle dans lesquelles un contour à largeur régulière ou un modèle de trame ne convient pas. Un parcours d’outil est créé le long du centre de la région, variant en largeur selon les besoins pour remplir la région. Il en résulte un modèle plus dense et plus fort.
| Désactivé | Activé |
|
|


Modèle enveloppé
Enclose a Group with Separate Bodies in a common shell. The shell adds strength when joints between bodies in the group are not designed to resist applied loads. For the Stratasys Wrap Model is on by default.
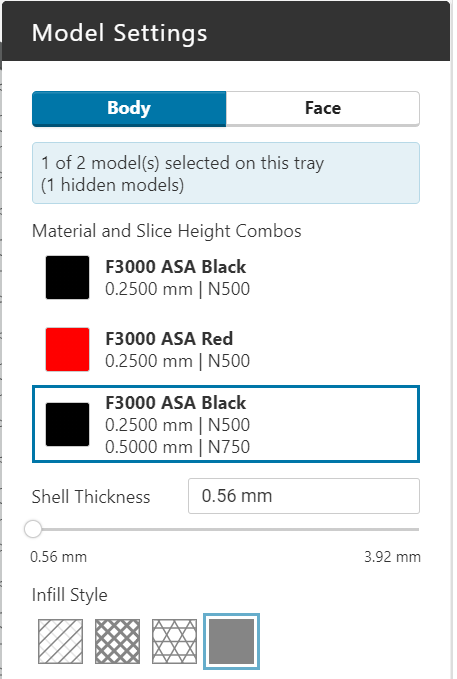
Material and Slice Height Combos (Stratasys F3300)
Up to 3 model materials may be printed on a Stratasys F3300 tray. Model Materials are shown on the Model Settings panel. The first material listed is the primary material. It is assigned to all models added to a tray. When additional (secondary) materials are available, they are assigned by selecting the model, then selecting the model material on the Model Settings panel.

Double Height Infill
Different materials for a tray must be the same slice height. The same material may have two different slice heights used in a specific way:
- The shell of the model is 0.2500 mm (0.0098 inch) slice height
- The infill is 0.5000 mm (0.0197 inch) slice height
- The infill is solid
This combination of single height shell and double height infill is not supported for different materials.
Assigning Different Materials to Bodies in a Group
Groups with Separate Bodies support distinct settings for each body. The ability extends to materials. To do so:
- Select the body in the Group
- Select a material on the Model Settings panel
Note
When assigning different materials to bodies in a Group confirm that Wrap Model is unchecked. If Wrap Model is checked the entire model will be encased in a shell of the primary material.
Paramètres de la face

Selon le type de fichier des modèles sélectionnés, vous pourrez peut-être appliquer des paramètres au niveau de la face. Les paramètres de face ne sont disponibles que pour les types de fichiers contenant une géométrie BREP. Les formats maillés uniquement (.stl, .wrl, .obj et. 3 mf) ne contiennent pas de géométrie BREP précise, la sélection de face n'est donc pas disponible. Les formats CAO natifs tels que .sldprt, ainsi que certains formats d'échange tels que .stp et .igs, contiennent tous une géométrie BREP, de sorte que la sélection du corps et du visage est disponible. De plus, les paramètres de face ne peuvent pas être appliqués aux assemblages dissociés ou aux groupes avec le comportement Corps combinés sélectionné.
Appliquer l'insertion
Comme il n'est pas conseillé d'imprimer un fil 13, vous souhaiterez peut-être utiliser un insert métallique une fois l'impression terminée. La fonction Appliquer l'insertion garantit que la pièce imprimée a les dimensions de trou appropriées pour la recevoir. Sélectionnez un trou (face cylindrique), puis cochez la case Appliquer l'insertion. Choisissez le type d'insert (thermofixable conique ou hélicoil) et la taille, et les dimensions de trou recommandées indiquées seront appliquées à la sélection.
Si les dimensions du trou ne correspondent pas à la recommandation de votre insert, vous pouvez sélectionner Personnaliser et saisir vos propres dimensions. Cliquez sur « Enregistrer la taille personnalisée » pour l'ajouter à « Ma bibliothèque ». Si vous avez de nombreuses dimensions d'insertion à ajouter, vous pouvez créer un fichier de bibliothèque personnalisé et l'ajouter à l'aide de Fichier > Préférences> FDM. Le fichier doit être un fichier texte .JSON et avoir le format suivant :
{"version": "1.0", "name": "Bibliothèque personnalisée 1234", "libraryType": "insert", "entries": [{"version": "1.0", "name" : "MyInsert 1", "type": "insert", "content": {"name": "MyInsert 1", "diamètre": 0.2, "épaisseur": 0.2, "unités ":" in "}}, {" version ":" 1.0 "," name ":" MyInsert 2 "," type ":" insert "," content ": {" name ":" MyInsert 2 "," diamètre ": 0.4," épaisseur ": 0.2," unités ":" in "}}]}
Rendre autoportant
Si vous avez des trous dans votre forme qui doivent s’imprimer horizontalement, cette fonction les changera en forme de diamant afin qu'ils ne nécessitent pas de matériau de support.
Éviter les raccords
Le début/fin d’un parcours d’outils laisse une marque sur une pièce imprimée appelée « raccord ». Pour empêcher les raccords d’être placés sur les surfaces clés, sélectionnez la surface et cochez la case Éviter les raccords.
Épaisseur de surface
Similaire au contrôle d'épaisseur des corps, mais appliquée à une face particulière.
Paramètres d'assistance
Il n'y a actuellement aucun paramètre d'assistance avancé. Voir la section de base ci-dessus.
Stabilisateurs

Pour créer un stabilisateur, sélectionnez un modèle (assemblage, pièce à corps multiples, groupe ou pièce), puis sélectionnez l’icône Stabilisateur dans la barre d’outils. Les stabilisateurs sont définis pour un modèle à la fois. Une fois que vous avez cliqué sur l’icône Stabilisateur, le modèle est analysé et un stabilisateur est ajouté avec les paramètres par défaut.
Configuration du stabilisateur
Les paramètres suivants définissent la taille, la forme et l’emplacement du stabilisateur. Après avoir choisi la hauteur, vous souhaiterez peut-être passer à une vue de haut en bas en désactivant la perspective pour configurer les autres paramètres de cette section.
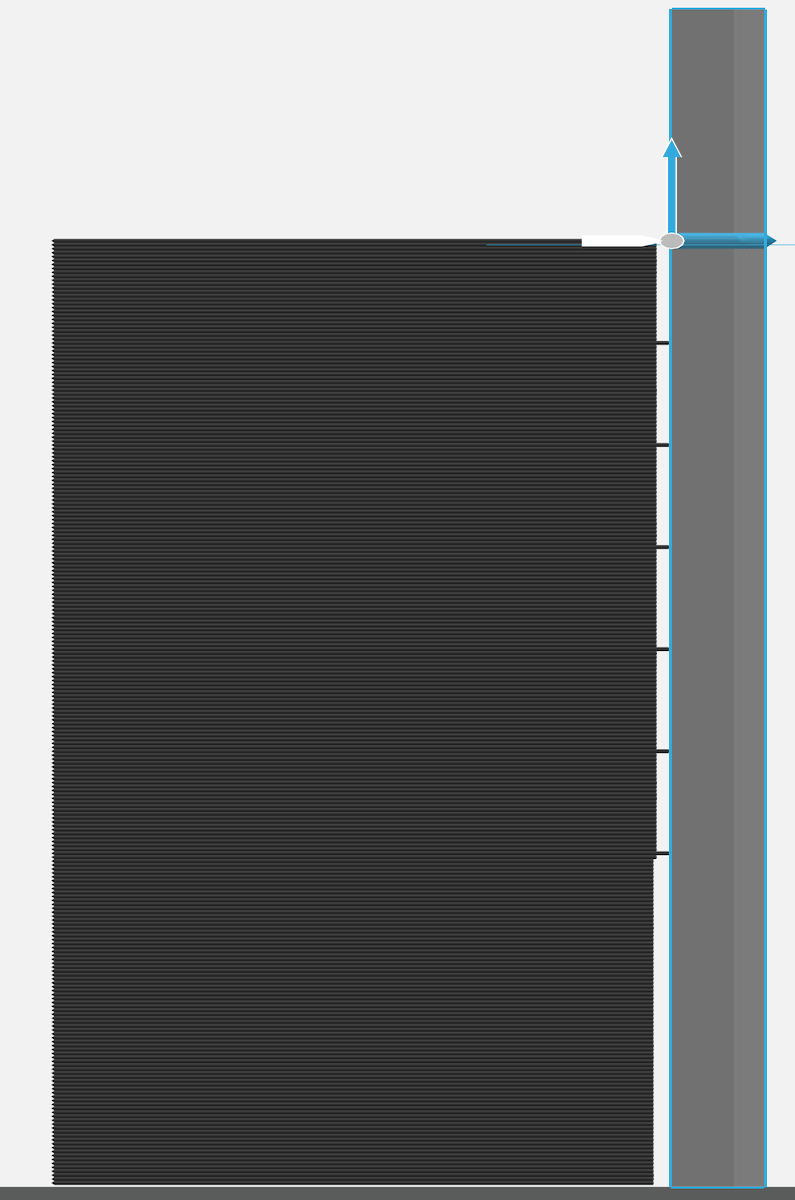
Hauteur

La hauteur du stabilisateur est indiquée par un plan bleu avec une flèche. Cliquez sur la flèche et faites-la pour ajuster la hauteur du stabilisateur vers le haut ou vers le bas ou en modifiant le paramètre Hauteur dans le panneau Stabilisateur. La hauteur par défaut est de 80 % de la hauteur du modèle.
Courbe de référence

Le plan de hauteur du stabilisateur croise le modèle, créant une ou plusieurs courbes en boucle fermée. Lorsqu’il n’y a qu’une boucle, elle est sélectionnée automatiquement et affichée en bleu. Lorsque plusieurs boucles sont créées, l’une d’elles est sélectionnée automatiquement et les autres boucles apparaissent en blanc. Sélectionnez une autre boucle en cliquant dessus.
Points de départ et de terminaison

Le stabilisateur n’entoure pas le modèle entier, il supporte une section du modèle que vous définissez. Le début et la fin du stabilisateur sont identifiés par des flèches vertes. Le stabilisateur est créé entre les deux flèches. Faites glisser l’une des flèches le long de la courbe pour ajuster l’emplacement de début ou de fin du stabilisateur.
Nombre de points de contact
Entrez le nombre de fois où le stabilisateur entrera en contact avec le modèle (2-20 fois). Les points de contact sont affichés dans la vue du modèle sous forme de broches blanches lorsque le stabilisateur est en cours de modification, et de broches grises pour les stabilisateurs qui ont été configurés, mais qui ne sont pas en cours de modification.
Profondeur
La distance maximale entre le contact du stabilisateur et sa paroi arrière mesurée à la hauteur du stabilisateur.
Type
Les stabilisateurs peuvent avoir une profondeur constante (par défaut) ou être plats. Pour la profondeur constante, tous les contacts ont à peu près la même profondeur et la paroi arrière se rapprochera de la forme du modèle. Pour les stabilisateurs plats, la paroi arrière est une ligne droite.
Configuration des points de contact
Les points de contact définis ci-dessus ne touchent pas réellement le modèle sur toute la hauteur du stabilisateur. De manière générale, le stabilisateur est très proche de la surface du modèle sans le toucher. Toutefois, à certains intervalles réguliers, le point de contact pénètre la surface, attachant le stabilisateur au modèle. Les quatre paramètres suivants définissent la fréquence et la profondeur de la pénétration. Nous vous conseillons de passer à une vue latérale avant de configurer ces paramètres.
Hauteur de départ
Hauteur à laquelle les contacts du stabilisateur commencent à pénétrer dans le modèle. Par défaut, la hauteur de départ est zéro, ce qui signifie que le contact a lieu avec des intervalles sur toute la hauteur du modèle. Dans l’image ci-dessus, la hauteur de départ a été augmentée, de sorte que le stabilisateur ne pénètre pas dans la partie inférieure du modèle.
Écart de contact
Distance à laquelle un point de contact de stabilisateur écarte le modèle lorsque le point de contact ne pénètre pas dans le modèle.
Pénétration de contact
Distance maximale à laquelle un point de contact de stabilisateur pénètre dans le modèle.
Intervalle de pénétration
Distance verticale entre les points de contact qui pénètrent dans le modèle. Lorsqu’un point de contact ne pénètre pas dans le modèle, il écarte le modèle de la distance correspondant à l’écart de contact.
| Écart de contact | Pénétration de contact |
|
|




Gestion des stabilisateurs
Une fois que vous avez ajouté un stabilisateur, vous pouvez en ajouter d’autres au modèle sélectionné en cliquant sur « Ajouter autre » ou fermer le panneau. Chaque stabilisateur ajoute une feuille à son modèle parent dans le volet Projet. Pour modifier la définition d’un stabilisateur, double-cliquez sur le stabilisateur dans l’arborescence ou faites un clic droit et sélectionnez Éditer le stabilisateur dans le menu. Pour supprimer un ou plusieurs stabilisateurs, sélectionnez un stabilisateur, faites un clic droit et sélectionnez Supprimer les stabilisateurs dans le menu.
Ancrages

Les ancrages sont des structures de support qui empêchent les modèles de se courber pendant la construction. Construits à partir du matériau du modèle, les ancrages attachent le dessous d’un modèle au plateau ou à la feuille de construction. La base du support et les autres structures de support ne sont pas générées pour l’ancrage, ce qui assure une connexion sécurisée entre le modèle et le plateau ou la feuille de construction. Des ancrages peuvent également être utilisés pour fixer les surfaces de modèle orientées vers le bas à celles orientées vers le haut.
Pour créer un ancrage, sélectionnez l’icône Ancrage dans la barre d’outils. Les modèles sur le plateau sont analysés et les surfaces sur lesquelles un ancrage peut être placé sont mises en évidence en bleu.

Cliquez sur une surface bleue pour placer un ancrage et sélectionnez le modèle pour l’ancrage. L’emplacement de l’ancrage est marqué d’une flèche verte et affiche un aperçu de la forme de l’ancrage.

Configuration des ancrages
Une fois le premier ancrage placé, le panneau Ancrage est activé. L’utilisateur peut définir le style d’ancrage et les diamètres.
Ancrage cylindrique
Le style d’ancrage par défaut est l’ancrage cylindrique. Il est défini par un seul diamètre. Les ancrages cylindriques doivent être utilisés entre la surface la plus basse du modèle et le plateau ou la feuille de construction.
Ancrage conique
Les ancrages coniques sont définis par un diamètre supérieur et un diamètre inférieur. Le diamètre inférieur représente un diamètre maximum sur le plateau ou la feuille de construction, même lorsque l’ancrage se termine sur une autre surface du modèle. La conicité d’un ancrage conique est également modifiée par les règles de construction appliquées pour créer une fonction d’ancrage stable.
| Ancrage cylindrique | Ancrage conique |
|
|


Ensembles d’ancrage
Une nouvelle fonction d’ancrage est créée chaque fois que vous cliquez sur le modèle. Pour créer un ensemble d’ancrages, maintenez la touche CTRL du clavier enfoncée et sélectionnez un autre emplacement. Les ancrages d’un ensemble partagent un style et des dimensions. Maintenez la touche CTRL enfoncée jusqu’à ce que vous puissiez ajouter d’autres emplacements à l’ensemble. Relâchez la touche CTRL pour créer un nouvel ensemble ou pour créer des ancrages pour un autre modèle sur le plateau.
Pour supprimer un ancrage dans un ensemble, maintenez la touche CTRL enfoncée et sélectionnez un ancrage existant. Répétez cette action pour supprimer d’autres ancrages. Lorsque le dernier ancrage est supprimé de l’ensemble, la fonction d’ancrage est automatiquement désactivée.
Conseil : pour les ancrages situés sur la surface la plus basse de votre modèle, orientez le plateau sur sa vue de dessous et utilisez les lignes de la grille pour mieux aligner vos ancrages.

Gestion des ancrages
Les ancrages et les ensembles d’ancrages sont ajoutés en sélectionnant un nouvel emplacement. Chaque ancrage ajoute une feuille à son modèle parent dans le volet Projet. Pour modifier la définition d’un ancrage, double-cliquez sur l’ancrage dans l’arborescence ou faites un clic droit et sélectionnez Editer l’ancrage dans le menu. Pour supprimer un ou plusieurs ancrages, sélectionnez un ancrage, faites un clic droit et sélectionnez Supprimer les ancrages dans le menu.

Les autres actions pouvant être appliquées aux modèles avec des ancrages sont Copier/Coller, Dupliquer et Faire pivoter autour de l’axe Z. Tout autre changement d’orientation invalidera l’ancrage et le supprimera automatiquement.
Selecting the Anchor Material (Stratasys F3300)
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.