Regolazione delle impostazioni di stampa FDM
Impostazioni di base:
Impostazioni avanzate:
Le impostazioni disponibili dipendono da modello di stampante, materiale selezionato e formato del file del modello selezionato. Le impostazioni che dipendono dal formato del file e dal materiale verranno annotate nelle loro descrizioni, ma le impostazioni che dipendono dalla stampante sono suddivise nelle sezioni Base e Avanzate di seguito.
Impostazioni di base
Queste impostazioni sono disponibili per tutte le stampanti FDM supportate. Per le stampanti uPrint e Dimension, sono disponibili solo queste impostazioni di base, ma per altre stampanti sono disponibili anche impostazioni avanzate. Andare alla sezione.
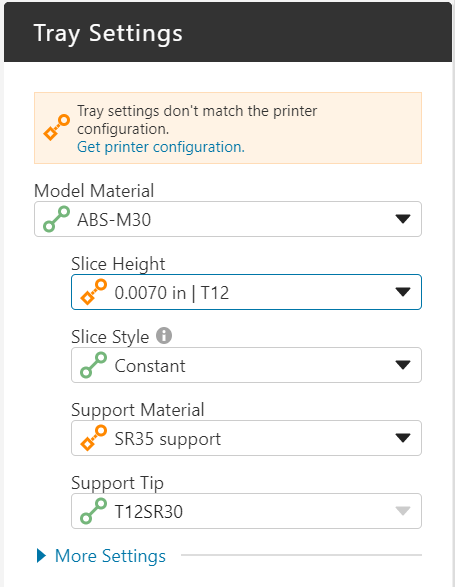
Impostazioni del vassoio
Queste proprietà devono essere le stesse per tutti i modelli su un vassoio. Quando si seleziona una stampante reale e non una stampante modello, le impostazioni della stampante saranno inserite nei valori qui e un'icona verde indicherà che le impostazioni corrispondono a quelle della stampante.

Altezza slicing
Le opzioni disponibili per l'altezza delle sezioni dipendono dalla stampante selezionata. Trovi altre informazioni sull'altezza delle sezioni qui.
Materiale del modello e materiale del supporto
Consultare stratasys.com per ulteriori informazioni sui materiali disponibili per la stampante.
Puntina per i modelli e materiale di sostegno
Alcune stampanti richiedono puntine diverse per alcune impostazioni di stampa.
Impostazioni del modello
Puoi modificare queste proprietà per singole parti del vassoio. Seleziona i modelli con il pulsante sinistro del mouse nel visualizzatore 3D o nell'elenco dei modelli del pannello dei progetti. Seleziona più modelli tenendo premuto il tasto Ctrl.

Stile riempimento parziale
Trovi altre informazioni sui diversi stili qui.
Impostazioni supporto

Stile dei supporti
Trovi altre informazioni sui diversi stili qui.
Utilizzare il materiale del modello
Ciò consente di stampare la struttura di supporto utilizzando principalmente materiale del modello, con alcuni strati di materiale del supporto in cui la struttura di supporto incontra il modello. Ciò riduce il tempo impiegato dal lavoro a passare da materiale del supporto e del modello per ogni strato.
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.
Una casella di controllo aggiuntiva modifica il riempimento della struttura di supporto generata in una densità più elevata e senza contorno.
Accresci supporti
La funzione Accresci supporti migliora la stabilità dei supporti creando supporti sempre più ampi ancora più al di sotto del modello. Tuttavia, ciò potrebbe creare supporti non necessari per alcuni modelli, come nell'esempio illustrato di seguito.
| Non accrescere i supporti | Accresci solo supporti piccoli |
|
|


Angolo autoportante
I supporti vengono generati ovunque l'angolo della superficie della parte scenda al di sotto di un valore specificato, noto come angolo autoportante, regolabile qui. È possibile aumentare o ridurre la quantità di supporti generati e ripristinare il valore sulla raccomandazione predefinita, che varia a seconda delle stampanti e dei materiali.
Stile di base
La base del modello include il primo strato stampato, così come alcuni strati di materiale di supporto. L'opzione Stile base consente di configurare la forma della base. "Modello e supporti" crea una base sotto il modello e qualsiasi struttura di supporto e riempie tutti gli anelli chiusi all'interno della base. "Solo modello" crea una base solo sotto il modello e gli anelli chiusi non vengono riempiti.
| Modello e supporto | Solo modello |
|
|


Impostazioni avanzate
Queste impostazioni sono disponibili solo per le stampanti Fortus, serie F123 e F900 se non diversamente specificato.
Impostazioni del vassoio

Model Material
Select the model material for the tray. Different printers support different materials.
Materiale del supporto
Support Material is selected automatically, based on the model material. It can be changed from the default selection if there is more than one support material for the model material.
Altezza slicing
Select the slice height of the material. Different materials support different slice heights. All materials support the 0.0100 inch (0.2540 mm) slice height. Other possible slice heights are 0.0050 inch (0.1270 mm), 0.0070 inch (0.1778 mm), 0.0130 inch (0.3302 mm), and 0.0200 inch (0.5040 mm). For the Stratasys F3300 printer the available slice heights are metric; 0.2500 mm (0.0098 inch) and 0.5000 mm (0.0197 inch).
When a networked printer is selected loaded materials and tips are marked by a green bar. Available materials are marked by an orange bar.
Material Setup (Stratasys F3300)
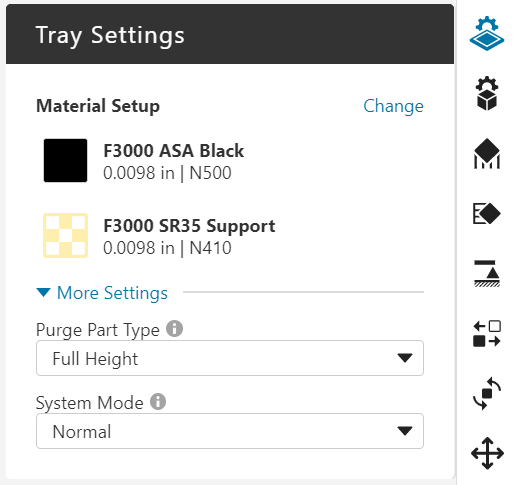
A Material Setup is a combination of a material, its color, a selected slice height, and the nozzle used to extrude material. Material Setups are used on the Stratasys F3300 printer, which requires a minimum of 2 (Model and Support) and as many as 4. Material Setups may be edited by selecting Change on the Tray Settings panel, which opens the Change Materials and Slice Heights dialog.
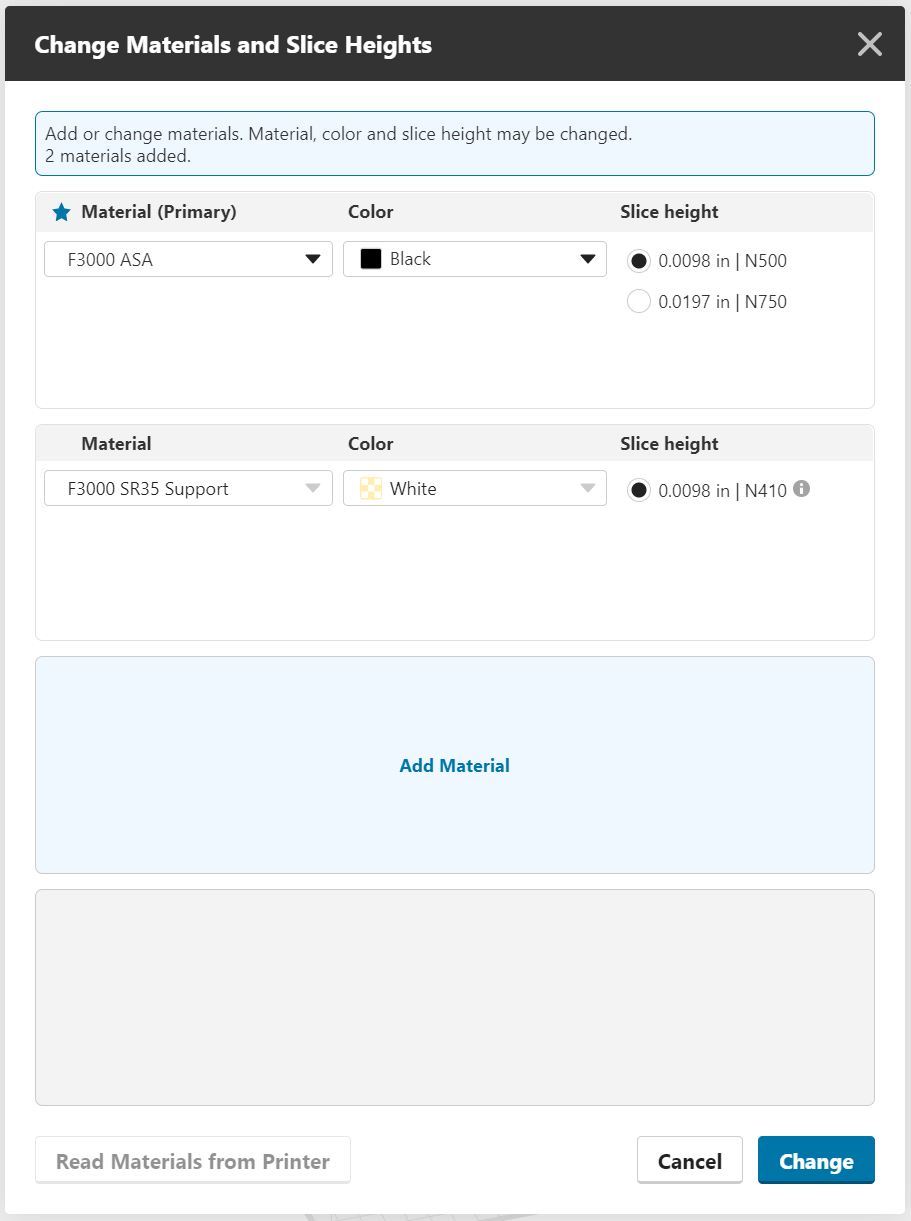
The Change Materials and Slice Heights dialog works from left-to-right, and top-to-bottom:
Left-to-right
Selecting a material determines possible colors, slice heights, and nozzles.
- Top-to-bottom
- Selecting a material determines the support material, its slice height, and nozzle
- Selecting a material limits additional materials to compatible materials.
Materials for networked printers may be read by clicking the Read Materials from Printer button. Click Add Material to add another material.
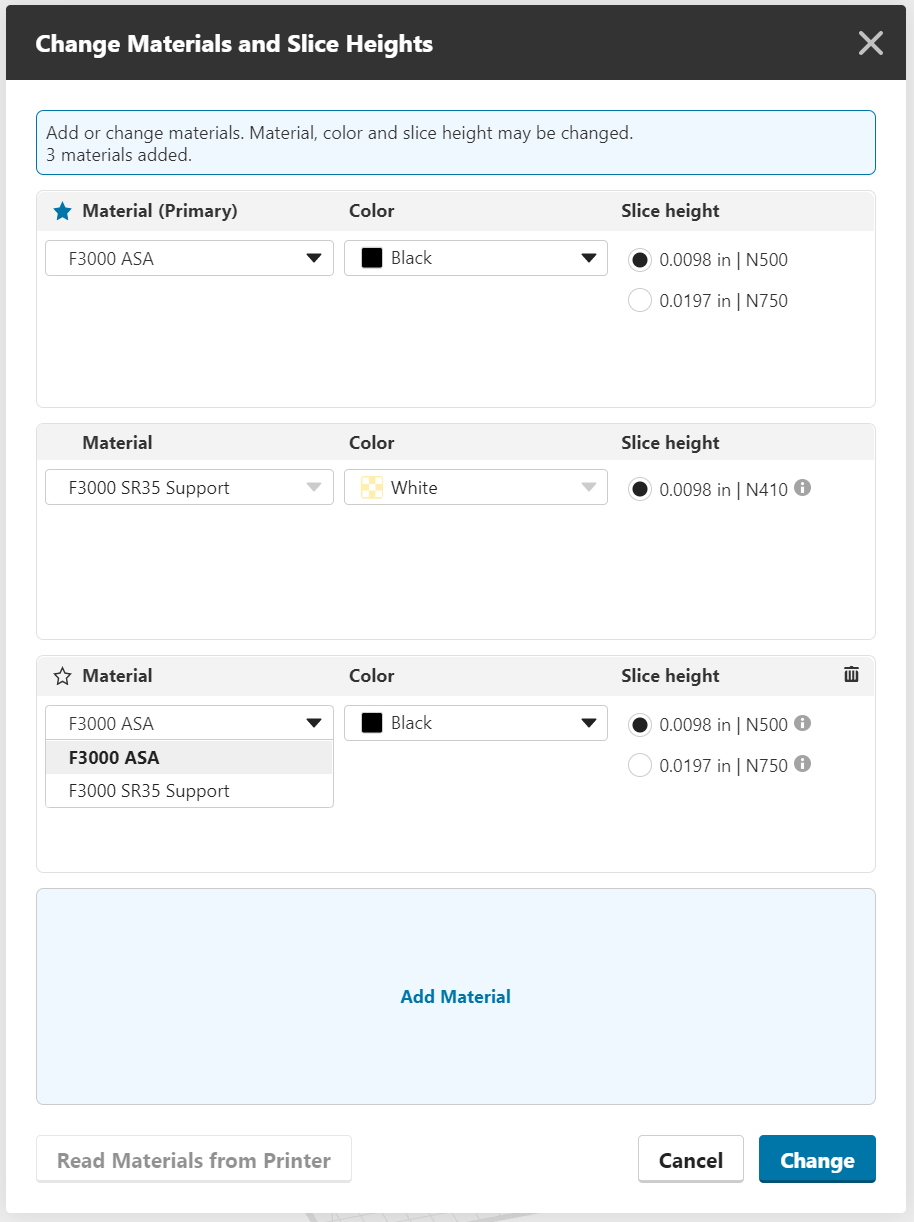
Each tray has a primary material that is assigned to models added to the tray. identified by a blue star

and the text (Primary) next to the Material label. The Primary Material is listed first when the Change Material and Slice Heights dialog is opened, and wherever material setup selection is allowed. The primary material automatically defines the support material and its setup, and limits what secondary material setups may be added. A secondary material can be made primary by clicking the star icon

to the left of its name, and deleted by clicking the trash icon

on the righthand side of the material card.
While a printer may be configured for different materials at the same time, materials set up for a tray must be compatible with each other. Compatibility is defined by the primary material. Compatibility rules are:
Same base material (e.g. ASA)
- Same support material (e.g. SR35)
- Same slice height and nozzle (e.g. 0.5000 mm (0.0197 inch) | N750)
Incompatible materials are identified by a red boundary and must be resolved before a Material Setup can be used on the tray.

Incompatible materials may be updated by:
- Editing the material to make the materials compatible
- Selecting Update at the top of the dialog, which replaces the incompatible materials.
- Delete the material.
- Change primary material (which changes the conflicts)
- Selecting Change, which deletes the conflicts and updates the materials for the tray.
An exception to the compatibility rules:
- When slice height of the primary material is 0.2500 mm (.0098 inch), the same material with a slice height of 0.5000 mm (0.1970 inch) is allowed. The user may assign this combination to a model. If the user assigns a different material to the 0.5000 mm slice height it will not be marked as incompatible, but it will be ignored.
Select Change or Cancel to exit the dialog and return to Tray Settings.

Stile slice (Fortus 900mc e 450mc; Stratasys F900; serie F123 eccetto F170 e F120)
Impostare la modalità di applicazione dell'altezza slicing al modello. “Costante” utilizza un'altezza slicing singola per l'intero modello. “Adattivo” utilizza l'altezza slicing selezionata per le funzioni che richiedono più dettagli come cupole, raccordi e smussi e una slice più spessa per le funzioni in cui i dettagli non sono necessari, come i muri verticali. Questa funzione è disponibile per altezze slicing nominali 0.010 pollici (0.2540 mm) o 0.007 pollici (0.1778 mm).
| Altezza slicing selezionata | Altezza slicing aggiuntiva |
| 0.0070 pollici (0.1778 mm) | 0.0100 pollici (0.2540 mm) |
| 0.0100 pollici (0.2540 mm) | 0.0130 pollici (0.3302 mm) |
Nota: lo stile slice adattivo è disponibile unicamente quando un solo modello è attivo nel vassoio.
Stile di costruzione parte (serie F123 eccetto F120 e F770)
Sono simili alle preimpostazioni. Gli stili di costruzione diversi da Normale applicheranno determinati modelli e impostazioni del vassoio e modificheranno il funzionamento della stampante per questo lavoro.
Normale: nessuna preimpostazione; completamente definito dall'utente. Disponibile per tutti i materiali, tranne PLA, e necessario per F123 TPU 92A e F123 Diran 410MF07.
Modalità bozza: utilizza un riempimento rado con meno supporto per aumentare la produttività e migliorare la rimozione manuale del supporto. Queste impostazioni aumentano in modo significativo il rendimento del lavoro. Alcune impostazioni di supporto possono essere modificate, ma non è consigliato. Disponibile per tutti i materiali, tranne F123 TPU 92A e F123 Diran 410MF07, e necessario per PLA.
Tipo di parte di spurgo/Tipo di torretta sacrificabile
Le stampanti della serie F123 utilizzano una parte di spurgo sul vassoio al posto di una vasca di spurgo dietro il vassoio. Ciò riduce il movimento della testina per strato, riducendo il tempo di stampa. Lo spurgo è necessario quando la stampante passa dal modello di stampa al materiale del supporto in ogni strato. Per le stampanti Fortus, è possibile aggiungere una torretta sacrificabile, anche se il materiale è già stato spurgato nella vasca di spurgo. La qualità della giuntura è spesso più bassa nella prima parte dopo lo spurgo, quindi l'introduzione di una torretta sacrificabile nel vassoio assicurerà che la qualità della giuntura sia coerente per tutte le parti sul vassoio. Ciò è utile soprattutto per i materiali in nylon ed è necessario per la stampa con Nylon 12 CF.
Spesso gli strati superiori di una stampa non utilizzano il materiale di supporto rendendo lo spurgo non necessario. Questa impostazione regola l'altezza della parte per gli scarti. Nella vista del modello, viene sempre mostrata l'"altezza totale" della parte di scarto sul vassoio a prescindere dalle impostazioni, mentre in Anteprima dello slicing viene mostrata l'altezza reale.
Ultimo scambio: la parte di spurgo è alta solo quanto l'ultimo strato di materiale del supporto.
Altezza completa: la parte di spurgo arriva fino all'ultimo livello del materiale del modello.
Nota: se è stato selezionato PLA come materiale, non è presente alcuna parte di spurgo, poiché il materiale del supporto non viene utilizzato.
Modalità di sistema
La Modalità sistema invia alla stampante informazioni aggiuntive sui modelli in un lavoro. Le opzioni disponibili dipendono dalla stampante, dal materiale e dall'altezza della slice selezionata.
Normale (predefinito): utilizza per la maggior parte delle stampe parziali.
Mattone - Per ridurre l'arricciamento dei pezzi quando si stampano pezzi grandi e densi. Il Mattone è disponibile per ABS, ASA, PC-ABS, ABS-CF10e Nylon-CF10 sulle stampanti della serie F123. Le altezze di taglio e i materiali supportati variano a seconda della stampante F123 Series selezionata per il lavoro.
Parete sottile - Si usa per ridurre l'arricciatura e la deformazione quando si stampano parti con un gran numero di pareti sottili. Lo spessore massimo della parete sottile varia a seconda del materiale:
- 0.0900 pollici (2.29 mm). Tutti i materiali ULTEM™ 9085 Resins e ULTEM™ 1010 Resins, Antero 800NA, e Antero 840CN03
- 0.1000 pollici (2.54 mm) Nylon 12, Nylon 6, Nylon 12 CF e Diran 410MF07
Materiale del primo strato (per la serie F123 eccetto F770 e F120)
Quando si seleziona altezza slice 0.005", è possibile scegliere se utilizzare il supporto o il materiale modello per lo strato di base che viene a contatto con il vassoio. Questa altezza slice utilizza una temperatura della camera inferiore e, per migliorare l'adesione del vassoio e garantire la qualità delle parti, il materiale modello è la selezione predefinita. Tuttavia, per rimuovere facilmente la parte dal vassoio, è possibile utilizzare il materiale di supporto per il livello di base. È inoltre possibile utilizzare questa opzione insieme alla Modalità mattone (vedere sopra) per aumentare la temperatura della camera.
Impostazioni del modello
Le impostazioni avanzate possono essere applicate a livello del corpo o della faccia, a seconda del tipo di file selezionato. Alternare tra la selezione del corpo e della faccia con le schede nel pannello Impostazioni modello o premendo il tasto B o F mentre il pannello Impostazioni modello è aperto.
Impostazioni del corpo

Comportamento di gruppo
Quando si applicano le impostazioni del corpo a un assieme, sono disponibili altre opzioni dopo aver creato un file Gruppo. Dopo aver aggiunto un file di assieme o un file di parti multicorpo al vassoio, selezionare l'assieme di primo livello o alcuni componenti che si desidera stampare e creare il Gruppo premendo il pulsante nel pannello del progetto o nel menu di scelta rapida. Il gruppo è una struttura di assieme piatta composta solo dai componenti selezionati e l'assieme originale è nascosto. Quando si seleziona il gruppo nell'elenco dei file, l'impostazione Comportamento di gruppo viene visualizzata nel pannello Impostazioni del modello.
Separa corpi: ogni componente può avere la propria impostazione del corpo. Questa è l'impostazione predefinita quando si crea un gruppo.
Unire i corpi - Un'impostazione del corpo si applica all'intero Gruppo. Questo è anche il comportamento di un assieme se non si crea un Gruppo.
La stampa di un gruppo con il comportamento Separa corpi consente di ottimizzare le proprietà fisiche della parte stampata. Ad esempio, alcune aree possono essere stampate con riempimento solido per resistenza, mentre altre possono essere sparse per risparmiare peso. Definire queste aree durante la progettazione del modello nel sistema CAD.
Densità di riempimento
Alcuni stili di riempimento consentono di controllare la densità. L'aumento della densità riduce lo spazio tra i raster di riempimento per una maggiore resistenza e la diminuzione della densità allontana i raster, diminuendo l'utilizzo di materiale e il tempo di stampa.
Spessore corpo
Angolo riempimento
Imposta l'angolo dei raster di riempimento per il primo strato della parte. L'angolo aumenta di un valore impostato per ogni strato aggiuntivo. L'incremento è spesso di 90 gradi.
Aumento dello spessore delle pareti sottili
Quando il modello viene diviso in slice, alcune aree della slice possono essere più strette di due larghezze del percorso utensile (quattro volte l'altezza slicing). Con questa impostazione abilitata, le aree strette verranno ispessite alla larghezza minima della parete. Se questa impostazione è disabilitata, i percorsi utensile non verranno generati dove non si adattano. Se l'impostazione non è disponibile, è attiva per impostazione predefinita.
| Disattivato | Attivato |
|
|


Riempimento a larghezza variabile
Riempie le aree di un modello in cui un è adatto un contorno di larghezza regolare o un modello raster. Viene creato un percorso utensile lungo il centro dell’area, variando in larghezza secondo necessità per riempire l’area. Ciò si traduce in un modello più denso e più forte.
| Disattivato | Attivato |
|
|


Modello di involucro
Enclose a Group with Separate Bodies in a common shell. The shell adds strength when joints between bodies in the group are not designed to resist applied loads. For the Stratasys Wrap Model is on by default.
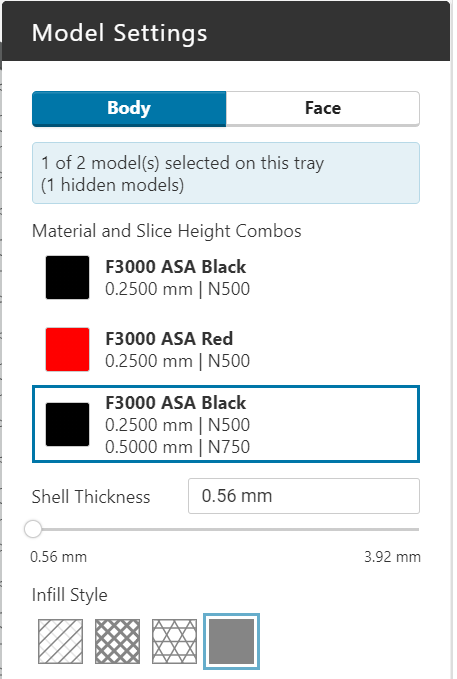
Material and Slice Height Combos (Stratasys F3300)
Up to 3 model materials may be printed on a Stratasys F3300 tray. Model Materials are shown on the Model Settings panel. The first material listed is the primary material. It is assigned to all models added to a tray. When additional (secondary) materials are available, they are assigned by selecting the model, then selecting the model material on the Model Settings panel.

Double Height Infill
Different materials for a tray must be the same slice height. The same material may have two different slice heights used in a specific way:
- The shell of the model is 0.2500 mm (0.0098 inch) slice height
- The infill is 0.5000 mm (0.0197 inch) slice height
- The infill is solid
This combination of single height shell and double height infill is not supported for different materials.
Assigning Different Materials to Bodies in a Group
Groups with Separate Bodies support distinct settings for each body. The ability extends to materials. To do so:
- Select the body in the Group
- Select a material on the Model Settings panel
Note
When assigning different materials to bodies in a Group confirm that Wrap Model is unchecked. If Wrap Model is checked the entire model will be encased in a shell of the primary material.
Impostazioni della faccia

A seconda del tipo di file dei modelli selezionati, è possibile applicare le impostazioni a livello della faccia. Le impostazioni delle facce sono disponibili solo per i tipi di file che contengono la geometria BREP. I formati solo mesh (.stl, .wrl, .obj e .3mf) non contengono una geometria BREP precisa, quindi la selezione della faccia non è disponibile. I formati CAD nativi come .sldprt, così come alcuni formati di interscambio come .stp e .igs, contengono tutti la geometria BREP, quindi sono disponibili sia la selezione del corpo che della faccia. Inoltre, le impostazioni delle facce non possono essere applicate ad assiemi non raggruppati o gruppi con il comportamento Unisci corpi selezionato.
Applica inserimento
Poiché non è consigliabile per il 3D stampare un thread, è possibile utilizzare un inserimento metallico al termine della stampa. La funzione Applica inserimento garantisce che la parte stampata abbia le dimensioni del foro corrette per riceverlo. Selezionare un foro (faccia cilindrica), quindi selezionare la casella di controllo Applica inserimento. Scegliere il tipo di inserimento (impostazioni calore conico o Helicoil) e la dimensione e le dimensioni del foro consigliate mostrate verranno applicate alla selezione.
Se le dimensioni del foro non corrispondono alla raccomandazione per l'inserimento, è possibile selezionare Personalizzato e inserire le proprie dimensioni. Facendo clic su "Salva dimensioni personalizzate" verrà aggiunto a "La mia libreria". Se occorre aggiungere molte dimensioni di inserimento, è possibile creare un file di libreria personalizzato e aggiungerlo utilizzando File> Preferenze> FDM. Il file deve essere un file di testo .JSON e avere il seguente formato:
{"version": "1.0", "name": "Libreria personalizzata 1234", "libraryType": "insert", "entry": [{"version": "1.0", "name" : "MyInsert 1", "type": "insert", "content": {"name": "MyInsert 1", "diametro": 0.2, "spessore": 0.2, "unità ":" in "}}, {" version ":" 1.0 "," name ":" MyInsert 2 "," type ":" insert "," content ": {" name ":" MyInsert 2 "," diametro ": 0.4," spessore ": 0.2," unità ":" in "}}]}
Crea auto-supporto
Se sono presenti fori nella geometria che saranno stampati orizzontalmente, questa funzione li cambierà in una forma a diamante in modo che non necessitino di materiale di supporto.
Evita giunture
L'inizio/fine di un percorso strumento lascia un segno su una parte stampata noto come giuntura. Per evitare che le giunzioni vengano posizionate sulle superfici chiave, seleziona la superficie e selezionare la casella di controllo Evita giunture.
Spessore superficie
Simile al controllo dello spessore per i corpi, ma applicato a una faccia particolare.
Impostazioni supporto
Al momento non sono disponibili impostazioni di supporto avanzate. Vedere la sezione di base sopra.
Stabilizzatori

Per creare uno stabilizzatore, selezionare un modello (unità, parte multicomponente, gruppo o parte), quindi selezionare l'icona Stabilizzatore sulla barra degli strumenti. Gli stabilizzatori sono definiti per un modello alla volta. Una volta selezionata l'icona Stabilizzatore, il modello viene analizzato e viene aggiunto uno Stabilizzatore con le impostazioni predefinite.
Configurazione dello stabilizzatore
I seguenti parametri definiscono la dimensione, la forma e la posizione dello stabilizzatore. Dopo aver scelto l'altezza, potresti voler passare a una vista dall'alto verso il basso con la prospettiva disattivata per configurare gli altri parametri in questa sezione.
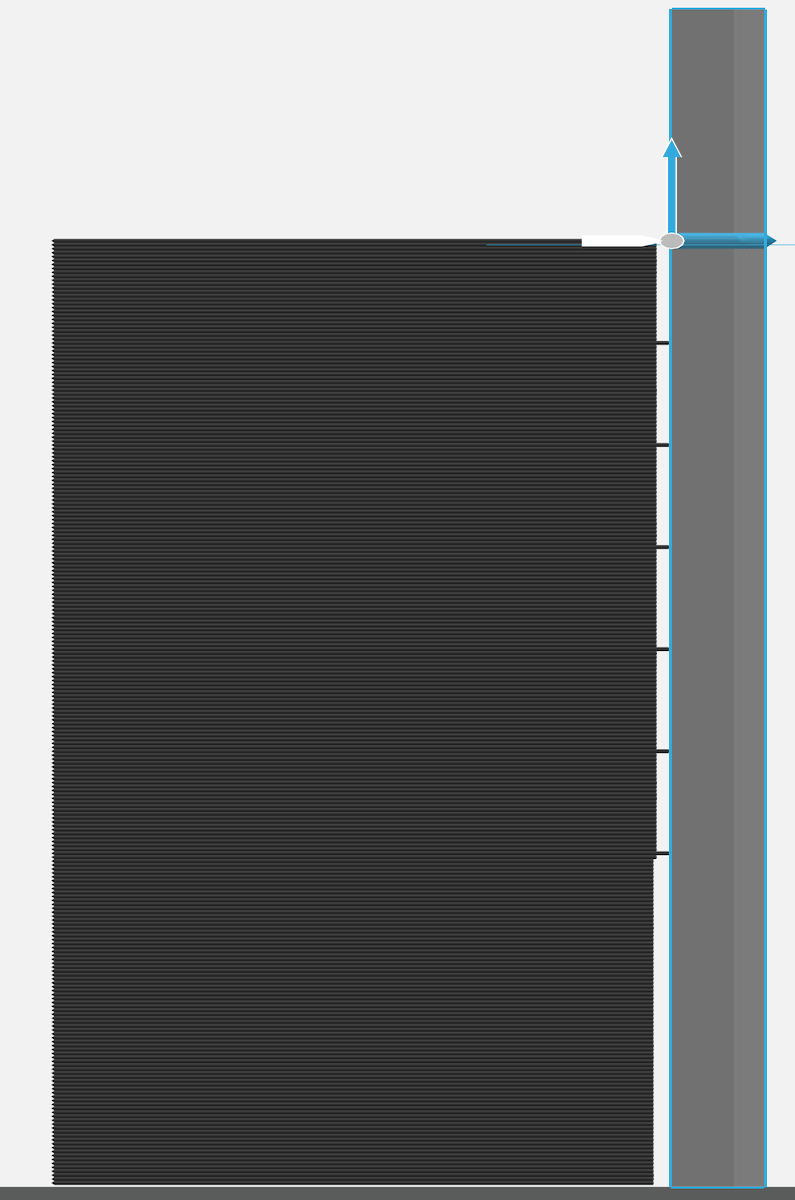
Altezza

L'altezza dello stabilizzatore è contrassegnata da un piano blu con una freccia attaccata. Fare clic e trascinare la freccia per regolare l'altezza dello stabilizzatore verso l’alto o il basso o modificando l'impostazione dell'altezza nel pannello Stabilizzatore. L'altezza predefinita è 80% dell'altezza del modello.
Curva di riferimento

Il piano dell’altezza dello stabilizzatore interseca il modello, creando una o più curve ad anello chiuso. Quando è presente un solo loop, viene selezionato automaticamente e visualizzato in blu. Quando vengono creati più loop, uno viene selezionato automaticamente e i loop alternativi vengono visualizzati in bianco. Selezionare un loop alternativo facendo clic su di esso.
Punti di inizio e fine

Lo stabilizzatore non circonda l'intero modello, ma supporta una sezione del modello definita. L'inizio e la fine dello stabilizzatore sono identificati da frecce verdi. Lo stabilizzatore viene creato tra le due frecce. Trascinare le frecce lungo la curva per regolare la posizione iniziale o finale dello stabilizzatore.
Numero di punti di contatto
Inserisci il numero di volte in cui lo stabilizzatore entrerà in contatto con il modello (2-20 volte). I punti di contatto sono mostrati nella vista del modello come pin bianchi per lo stabilizzatore che viene modificato e pin grigi per gli stabilizzatori che sono stati definiti ma non vengono modificati.
Profondità
La distanza massima tra il contatto dello stabilizzatore e la sua parete posteriore misurata all'altezza dello stabilizzatore.
Type
Gli stabilizzatori possono essere a Profondità costante (impostazione predefinita) o a Retro piatto. Con Profondità costante, tutti i contatti hanno all'incirca la stessa profondità e la parete di fondo sarà simile alla forma del modello. Con Retro piatto, la parete di fondo è una linea retta.
Configurazione dei punti di contatto
I punti di contatto definiti sopra non toccano effettivamente il modello per tutta l'altezza dello stabilizzatore. Di solito lo stabilizzatore si trova molto vicino alla superficie del modello senza toccarlo, ma a determinati intervalli regolari il punto di contatto penetra nella superficie, fissando lo stabilizzatore al modello. I successivi quattro parametri definiscono la frequenza e la profondità della penetrazione. Se si desidera, è possibile passare a una vista laterale prima di configurare questi parametri.
Altezza iniziale
L'altezza alla quale i contatti dello stabilizzatore iniziano a penetrare nel modello. Per impostazione predefinita, l'altezza iniziale è zero, il che significa che la penetrazione avviene ad intervalli su tutta l'altezza del modello. Nella foto sopra, l'altezza di partenza è stata aumentata così da non avere alcuna penetrazione nella parte inferiore del modello.
Distanza contatto
La distanza alla quale un punto di contatto dello stabilizzatore supera il modello quando non lo penetra.
Penetrazione contatto
La distanza massima in cui un punto di contatto dello stabilizzatore penetra nel modello.
Intervallo penetrazione
La distanza verticale tra i punti di contatto che penetrano nel modello. Quando un punto di contatto non penetra nel modello, supera il modello della distanza contatto.
| Distanza contatto | Penetrazione contatto |
|
|




Gestione stabilizzatori
Dopo aver aggiunto uno stabilizzatore, puoi aggiungerne altri al modello selezionato facendo clic su "Aggiungi altro" o chiudendo il pannello. Ogni stabilizzatore aggiunge una foglia al suo modello padre nel riquadro del progetto. Per modificare la definizione di uno stabilizzatore, fare doppio clic sullo stabilizzatore nell'albero oppure fare clic con il pulsante destro del mouse e selezionare Modifica stabilizzatore dal menu. Per eliminare uno o più stabilizzatori, selezionare lo stabilizzatore, fare clic con il pulsante destro del mouse e selezionare Elimina stabilizzatore/i dal menu.
Ancoraggi

Gli ancoraggi sono strutture di supporto che impediscono ai modelli di arricciarsi durante la creazione. Realizzati con il materiale del modello, fissano la parte inferiore di un modello al foglio di costruzione o al vassoio. La base di supporto e le altre strutture di supporto non vengono generate per l'ancoraggio e garantiscono così una connessione sicura tra il modello e il foglio di costruzione o il vassoio. Gli ancoraggi possono essere utilizzati anche per fissare le superfici del modello orientate verso il basso a quelle orientate verso l'alto.
Per creare un ancoraggio, selezionare l'icona Ancora sulla barra degli strumenti. Vengono analizzati i modelli sul vassoio e le superfici in cui è possibile posizionare un ancoraggio vengono evidenziate in blu.

Fare clic su una superficie blu per posizionare un ancoraggio e selezionare il modello per l'ancoraggio. La posizione dell'ancoraggio è contrassegnata da una freccia verde e da un'anteprima a forma d'ancora.

Configurazione degli ancoraggi
Una volta posizionato il primo ancoraggio, il pannello Ancoraggio viene attivato. L'utente può impostare lo stile di ancoraggio e i diametri.
Ancoraggio cilindrico
Un ancoraggio cilindrico è lo stile di ancoraggio predefinito. È definito da un singolo diametro. Gli ancoraggi cilindrici devono essere utilizzati tra la superficie inferiore del modello e il foglio di costruzione o il vassoio.
Ancoraggio conico
Gli ancoraggi conici sono definiti da un diametro superiore e da un diametro inferiore. Il diametro inferiore rappresenta un diametro massimo sul foglio di costruzione o vassoio, anche quando l'ancoraggio termina su un'altra superficie del modello. La conicità di un ancoraggio conico viene modificata anche dalle regole di costruzione applicate per creare una funzione di ancoraggio stabile.
| Ancoraggio cilindrico | Ancoraggio conico |
|
|


Set di ancoraggio
Ogni volta che si fa clic sul modello viene creata una nuova funzione di ancoraggio. Per creare un set di ancoraggi, tenere premuto il tasto CTRL sulla tastiera e selezionare un'altra posizione. Gli ancoraggi in un insieme condividono uno stile e le dimensioni. Tenere premuto il tasto CTRL fino ad aggiungere più posizioni al set. Rilasciare il tasto CTRL per creare un nuovo set o per creare ancoraggi per un altro modello sul vassoio.
Per rimuovere un ancoraggio da un set, tieni premuto il tasto CTRL e seleziona un ancoraggio esistente. Ripeti questa azione per rimuovere più ancoraggi. Quando l'ultimo punto di ancoraggio viene rimosso dal set, la funzione di ancoraggio viene automaticamente eliminata.
Consiglio: per gli ancoraggi sulla superficie inferiore del modello, orientare il vassoio in modo da avere una vista dal basso e usare le linee della griglia per allineare meglio gli ancoraggi.

Gestire gli ancoraggi
Le ancore e i set di ancoraggi vengono aggiunti selezionando una nuova posizione. Ogni ancoraggio aggiunge una foglia al suo modello padre nel riquadro del progetto. Per modificare la definizione di un ancoraggio, fare doppio clic sull'ancora nell'albero oppure fare clic con il pulsante destro del mouse e selezionare Modifica ancoraggio dal menu. Per eliminare uno o più ancoraggi, selezionare l'ancora, fare clic con il pulsante destro del mouse e selezionare Elimina ancoraggi dal menu.

Altre azioni che possono essere applicate ai modelli con Ancoraggi sono Copia/Incolla, Duplica e Ruota su Z. Qualsiasi altra modifica dell'orientamento invaliderà l'ancoraggio e lo eliminerà automaticamente.
Selecting the Anchor Material (Stratasys F3300)
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.