FDMの印刷設定の調整
プリンタの機種、選択されている材料、選択されている機種のファイル形式によって設定可能な項目が異なります。ファイル形式や材料に依存する設定については、関連する項目で説明しますが、プリンタに依存する設定は、以下の「基本設定」と「詳細設定」に分けて説明します。
基本設定
これらの設定は、サポートされているすべてのFDMプリンタで使用できます。uPrintおよびDimensionプリンタの場合、これらの基本設定のみが使用可能ですが、他のプリンタの場合、詳細設定も使用可能です。セクションに移動します。
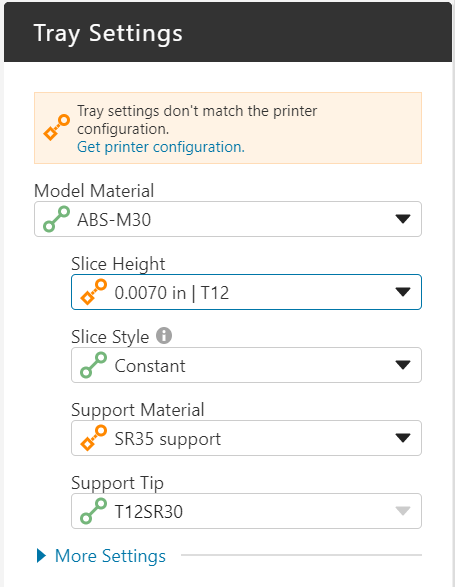
トレイ設定
これらのプロパティは、トレイ上のすべてのモデルで同じでなければなりません。テンプレートプリンタではなく実際のプリンタを選択すると、プリンタの設定がここに値を入力し、緑色のアイコンで設定がプリンタの設定と一致することを示します。

スライス高さ
スライス高さで利用できるオプションは、選択したプリンタによって異なります。スライス高さの詳細については、こちらで詳細をお読みください。
モデル材料とサポート材料
相談する stratasys.com お使いのプリンタで利用可能な材料の詳細について。
モデルおよびサポート チップ
一部のプリンタでは、特定のプリント設定に異なるチップが必要です。
モデルの設定
これらのプロパティは、トレイの個々のパーツで変更できます。3D ビューアかプロジェクト パネルのモデル リストで、左クリックでモデルを選択します。Ctrl キーを押しながらクリックして、選択内容に追加します。

パーツ充填スタイル
さまざまなスタイルの詳細については、こちらで詳細をお読みください。
サポート設定

サポート スタイル
さまざまなスタイルの詳細については、こちらで詳細をお読みください。
モデル材料を使用
ほとんどのモデル材料を使用してサポート構造を造形でき、サポート構造がモデルと直に接触する場所にいくつかのサ��ート材料のレイヤーを設けることができます。これにより、ジョブが各レイヤーのサポート材料とモデル材料の切り替えに費やす時間を短縮できます。
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.
追加の設定により、生成されたサポート構造のインフィルがより高密度になり、境界の輪郭がなくなります。
サポートの拡大
サポートを拡大すると、モデルのさらに下により幅広いサポートが作成され、サポートの安定性が向上します。ただし下の例のように、一部のモデルでは不要なサポートが作成される場合があります。
| サポート拡大なし | 小さなサポート拡大のみ |
|
|


自立角度
サポートは、パーツ表面の角度が指定値(自己支持角度と呼ばれる)を下回るたびに生成され、ここで調整できます。生成されるサポートの量を増減したり、プリンタや材料によって異なるデフォルトの推奨値に戻したりすることができます。
ベーススタイル
モデルのベースには、印刷された最初のレイヤーと、サポートマテリアルのいくつかのレイヤーが含まれています。 [ベーススタイル]オプションを使用すると、ベースの形状を構成できます。 「モデルとサポート」は、モデルとサポート構造の下にベースを作成し、ベース内のすべての閉ループを埋めます。 「モデルのみ」は、モデルのみの下にベースを作成し、閉ループは埋められません。
| モデルとサポート | モデルのみ |
|
|


詳細設定
これらの設定は、特に明記されていない限り、Fortus、F123シリーズ、およびF900プリンタでのみ使用できます。
トレイ設定

Model Material
Select the model material for the tray. Different printers support different materials.
サポート材
Support Material is selected automatically, based on the model material. It can be changed from the default selection if there is more than one support material for the model material.
スライス高さ
Select the slice height of the material. Different materials support different slice heights. All materials support the 0.0100 inch (0.2540 mm) slice height. Other possible slice heights are 0.0050 inch (0.1270 mm), 0.0070 inch (0.1778 mm), 0.0130 inch (0.3302 mm), and 0.0200 inch (0.5040 mm). For the Stratasys F3300 printer the available slice heights are metric; 0.2500 mm (0.0098 inch) and 0.5000 mm (0.0197 inch).
When a networked printer is selected loaded materials and tips are marked by a green bar. Available materials are marked by an orange bar.
Material Setup (Stratasys F3300)
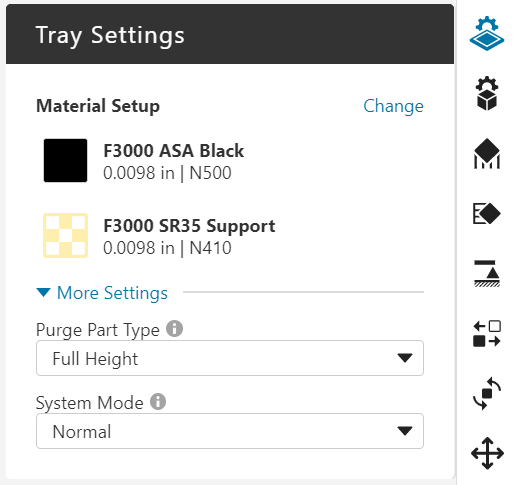
A Material Setup is a combination of a material, its color, a selected slice height, and the nozzle used to extrude material. Material Setups are used on the Stratasys F3300 printer, which requires a minimum of 2 (Model and Support) and as many as 4. Material Setups may be edited by selecting Change on the Tray Settings panel, which opens the Change Materials and Slice Heights dialog.
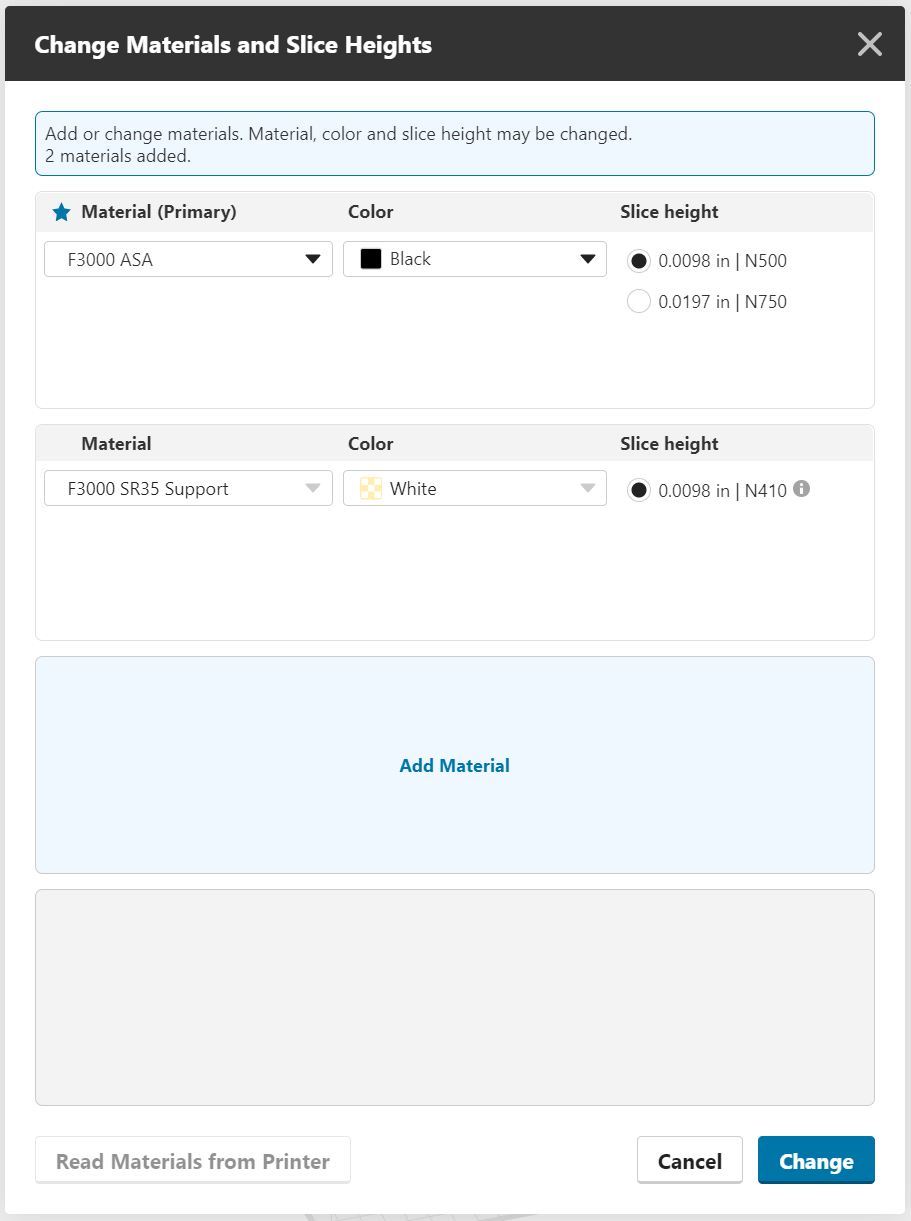
The Change Materials and Slice Heights dialog works from left-to-right, and top-to-bottom:
Left-to-right
Selecting a material determines possible colors, slice heights, and nozzles.
- Top-to-bottom
- Selecting a material determines the support material, its slice height, and nozzle
- Selecting a material limits additional materials to compatible materials.
Materials for networked printers may be read by clicking the Read Materials from Printer button. Click Add Material to add another material.
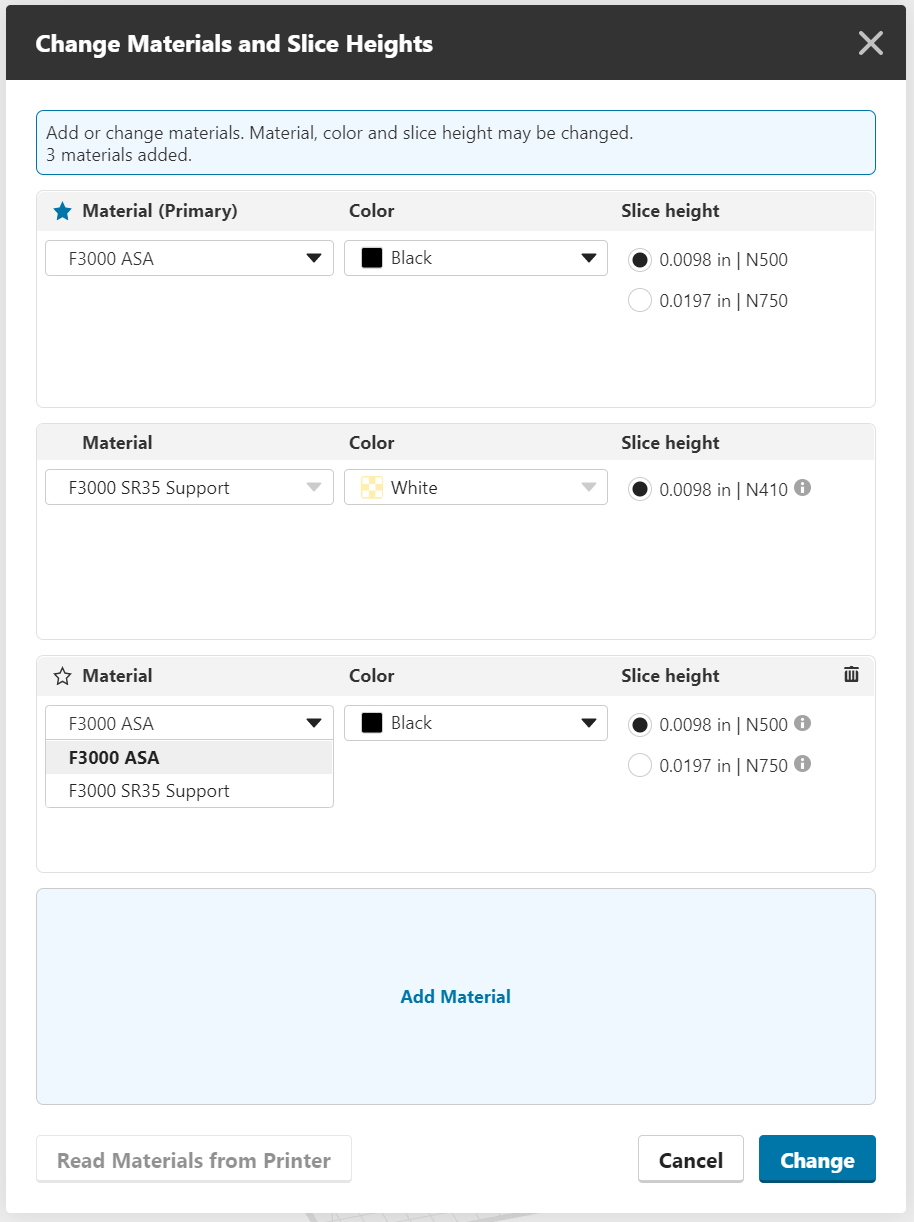
Each tray has a primary material that is assigned to models added to the tray. identified by a blue star

and the text (Primary) next to the Material label. The Primary Material is listed first when the Change Material and Slice Heights dialog is opened, and wherever material setup selection is allowed. The primary material automatically defines the support material and its setup, and limits what secondary material setups may be added. A secondary material can be made primary by clicking the star icon

to the left of its name, and deleted by clicking the trash icon

on the righthand side of the material card.
While a printer may be configured for different materials at the same time, materials set up for a tray must be compatible with each other. Compatibility is defined by the primary material. Compatibility rules are:
Same base material (e.g. ASA)
- Same support material (e.g. SR35)
- Same slice height and nozzle (e.g. 0.5000 mm (0.0197 inch) | N750)
Incompatible materials are identified by a red boundary and must be resolved before a Material Setup can be used on the tray.

Incompatible materials may be updated by:
- Editing the material to make the materials compatible
- Selecting Update at the top of the dialog, which replaces the incompatible materials.
- Delete the material.
- Change primary material (which changes the conflicts)
- Selecting Change, which deletes the conflicts and updates the materials for the tray.
An exception to the compatibility rules:
- When slice height of the primary material is 0.2500 mm (.0098 inch), the same material with a slice height of 0.5000 mm (0.1970 inch) is allowed. The user may assign this combination to a model. If the user assigns a different material to the 0.5000 mm slice height it will not be marked as incompatible, but it will be ignored.
Select Change or Cancel to exit the dialog and return to Tray Settings.

スライススタイル(Fortus 900mcおよび450mc、Stratasys F900、F170およびF120を除くF123シリーズ)
モデルに適用されるスライスの高さを設定します。「コンスタント」は、モデル全体に単一のスライスの高さを適用します。「アダプティブ」では、ドーム、フィレット、面取りなどの詳細を必要とするパーツ向けに選択したスライスの高さを使用し、垂直壁などの、詳細が不要なパーツ向けには、厚いスライスの高さを使用します。この機能は、公称スライス高さが0.010インチ(0.2540mm)または 0.007インチ(0.1778mm)の場合に使用できます。
| 選択したスライスの高さ | 追加のスライスの高さ |
| 0.0070インチ(0.1778 mm) | 0.0100インチ(0.2540 mm) |
| 0.0100インチ(0.2540 mm) | 0.0130インチ(0.3302 mm) |
注:アダプティブ・スライススタイルは、トレイでアクティブなモデルが1つだけの場合にのみ使用できます。
部位造形スタイル(F120およびF770を除くF123シリーズ)
これらはプリセットのようなものです。「ノーマル」以外のビルドスタイルは、特定のモデルとトレイの設定を適用するだけでなく、このジョブでのプリンタの動作方法を変更します。
ノーマル - プリセットはなく、完全にユーザー定義になっています。PLA を除くすべての材料で使用可能で、F123 TPU92A および F123 Diran410MF07 では必要です。
ドラフトモード - サポートの少ないスパースフィルを用いて処理能力を向上させ、手動サポート除去機能をを改善します。これらの設定により、作業能力が大幅に向上します。一部のサポート設定は変更可能ですが、推奨されません。F123 TPU92A および F123 Diran410MF07 を除くすべての材料で使用可能で、PLA で��必要です。
パージパーツ・タイプ/ 犠牲タワータイプ
F123シリーズのプリンタは、トレイの後ろにあるパージバケツの代わりに、トレイ上でパージパーツを使用します。これにより、レイヤーごとのヘッドの動きが減り、印刷時間が短縮されます。パージは、プリンタが造形モデルから各レイヤーのサポート材料に切り替わる際に必要になります。Fortusプリンタの場合、材料が既にパージバケツにパージされている場合でも、犠牲タワーを追加したい場合があります。パージ後の最初のシームの質が最も低いことが多いため、犠牲タワーをトレイに導入すれば、トレイ上のパーツすべてのシームの質を均一にすることができます。これは特にナイロン素材で役に立ちます。また、ナイロン12 CFで造形する場合には必要なプロセスです。
上のレイヤーの��形ではサポート樹脂が一切使用されないことが多く、その場合はパージは必要ありません。この設定は、パージ パーツの高さを調整します。モデル表示では、トレイ上のパージ パーツは設定に関わらず常に「最大限の高さ」で表示されますが、スライス プレビューに切り替えると実際の高さが確認できます。
ラストスワップ -パージパートの高さは、サポート材料の最後のレイヤーと同じです。
フルハイトパージパートは、モデル材料の最後のレイヤーまで移動します。
注:PLAを材料として選択した場合、サポート材料が使用されていないため、パージパーツはありません。
システムモード
システムモードは、ジョブ内のモデルに関する追加情報をプリンタに送信します。使用可能なオプションは、選択したプリンタ、材料、スライス高さによって異なります。
ノーマル(デフォルト)- ほとんどパート印刷に使用します。
ブリック - 大きくて密度の高いパートを印刷するときにパートのカールを減らすために使用します。ブリック オプションは、F123 シリーズプリンタの ABS、ASA、PC-ABS、ABS-CF10、および Nylon-CF10 で使用できます。対応スライスの高さと材料は、作業に選択された F123 シリーズプリンタによって異なります。
シンウォール- 薄い壁が多数あるパートを印刷するとき、カールや変形を抑えるために使用します。シンウォールの最大厚さは材料によって異なります:
- 0.0900 インチ(2.29 mm)。すべての ULTEM™9085樹脂、ULTEM™1010樹脂、Antero 800NA、Antero 840CN03 材料
- 0.1000インチ (2.54mm) Nylon12、Nylon6、Nylon12CF、およびDiran410MF07
第1層材料(F770およびF120を除くF123シリーズの場合)
0.005"スライス高さを選択すると、トレイと接触するベースレイヤーにサポートまたはモデル材料を使用するかどうかを選択できます。このスライス高さはより低いチャンバー温度を使用し、トレイの接着性を改善し、パーツの質を確保します。モデルマテリアルがデフォルトの選択ですが、トレイからパーツを簡単に取り外したい場合は、ベースレイヤーのサポートマテリアルを使用できます。チャンバー温度。
モデルの設定
詳細設定は、選択したファイルの種類に応じて、ボディまたは面レベルで適用されます。モデル設定パネルのタブを使用するか、モデル設定パネルが開いているときに「B」キーまたは「F」キーを押すことにより、ボディと面の選択を切り替えることができます。
ボディ設定

グループ動作
ボディ設定をアセンブリに適用する場合、グループを作成すると、より多くのオプションが利用可能になります。アセンブリファイルまたはマルチボディパーツファイルをトレイに追加した後、最上位のアセンブリまたは造形するいくつかのコンポーネントを選択し、プロジェクトパネルのボタンまたは右クリックメニューでグループを作成します。グループは、選択したコンポーネントのみで構成される平面的なアセンブリ構造であり、元のアセンブリは非表示になっています。ファイルリストでグループを選択すると、「モデル設定」パネルに「グループ動作」設定が表示されます。
セパレートボディ — 各コンポーネントは、独自のボディ設定を持つことができます。グループ作成時のデフォルト設定です。
コンバインボディ - 1つのボディ設定がグループ全体に適用されます。これは、グループを作成しない場合のアセンブリの動作でもあります。
「ボディを分離する」の動作でグループを造形することで、造形されたパーツの物理的プロパティを最適化できます。 例えば、ある領域は、強度のためにソリッドインフィルで造形したり、別の領域は、軽量化のためにまばらに造形することができます。CADシステムでモデルを設計する際に、これらの領域を定義します。
インフィル密度
一部のインフィルスタイルでは、密度を制御できます。密度を上げると、インフィルのラスター間のギャップが小さくなり強度が増します。密度を下げると、ラスターがさらに離れて移動し、材料の使用量と印刷時間が減少します。
ボディの厚さ
インフィル角度
部品の最初の層で、充填ラスター角度を設定します。角度は、追加の層ごとに設定値ずつ増加します。増分はほとんどの場合、90 度です。
薄ウォールを厚くする
モデルがスライスされると、スライスの一部の領域が2つの ツールパス幅(スライスの高さの4倍)よりも狭くなる場合があります。この設定を有効にすると、狭い領域が最小の壁幅まで厚くなります。 この設定を無効にすると、ツールパスが収まらない場所にはツールパスが生成されません。設定が利用できない場合は、デフォルトでオンになっています。
| オフ | オン |
|
|


可変幅のフィル
通常の幅の等高線またはラスターパターンが収まらないモデルの領域を塗りつぶします。ツールパスは、領域の中心に沿って作成され、領域を埋めるために必要に応じて幅が変化します。これにより、モデルの密度が高くなり、強度が高まります。
| オフ | オン |
|
|


ラップモデル
Enclose a Group with Separate Bodies in a common shell. The shell adds strength when joints between bodies in the group are not designed to resist applied loads. For the Stratasys Wrap Model is on by default.
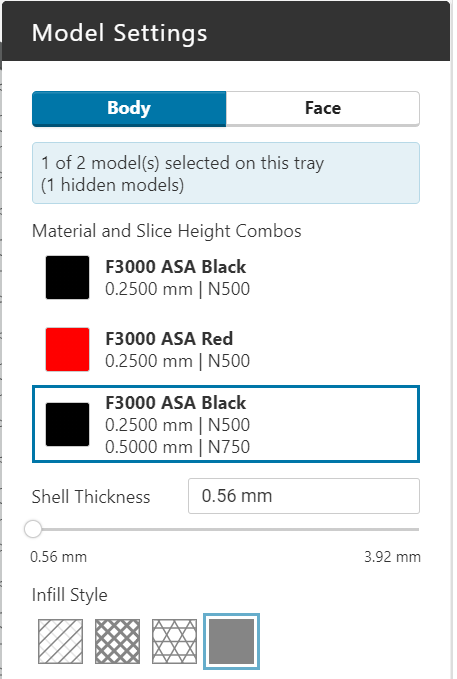
Material and Slice Height Combos (Stratasys F3300)
Up to 3 model materials may be printed on a Stratasys F3300 tray. Model Materials are shown on the Model Settings panel. The first material listed is the primary material. It is assigned to all models added to a tray. When additional (secondary) materials are available, they are assigned by selecting the model, then selecting the model material on the Model Settings panel.

Double Height Infill
Different materials for a tray must be the same slice height. The same material may have two different slice heights used in a specific way:
- The shell of the model is 0.2500 mm (0.0098 inch) slice height
- The infill is 0.5000 mm (0.0197 inch) slice height
- The infill is solid
This combination of single height shell and double height infill is not supported for different materials.
Assigning Different Materials to Bodies in a Group
Groups with Separate Bodies support distinct settings for each body. The ability extends to materials. To do so:
- Select the body in the Group
- Select a material on the Model Settings panel
Note
When assigning different materials to bodies in a Group confirm that Wrap Model is unchecked. If Wrap Model is checked the entire model will be encased in a shell of the primary material.
面の設定

選択したモデルのファイルタイプによっては、面レベルで設定を適用できる場合があります。面の設定は、BREPジオメトリを含むファイルタイプでのみ使用できます。メッシュのみの形式(.stl, .wrl, .obj, and .3mf)には正確なBREPジオメトリが含まれていないため、面を選択することはできません。.sldprtなどのネイティブCAD形式および.stpや.igsなどの一部の交換形式にはすべてBREPジオメトリが含まれているため、ボディと面の両方を選択できます。さらに、面の設定は、グループ化されていないアセンブリ、または「ボディを結合する」の動作が選択されているグループには適用できません。
インサートの適用
ねじ山を3Dプリントすることはお勧めできないため、造形が完成した後に金属製のインサートを使用すると良いでしょう。「インサートの適用」機能は、造形されたパーツの穴の寸法が、インサートを受け入れるために必要な大きさであることを保証します。穴(円柱面)を選択し、「インサートを適用」のチェックボックスをオンにします。インサートのタイプ(テーパーヒートセットまたはヘリコイル)とサイズを選択すると、表示されている推奨穴寸法が選択に適用されます。
穴の寸法がインサートの推奨値と一致しない場合は、「カスタム」を選択して、独自の寸法を入力できます。「カスタムサイズの保存」をクリックすると、「マイライブラリ」に追加されます。追加する挿入寸法が多数ある場合は、カスタムライブラリファイルを作成し、「ファイル」> 「環境設定」> 「FDM」を使用して追加できます。ファイルは.JSONテキストファイルで、次の形式である必要があります。
{"バージョン": "1.0"、 "名前": "カスタムライブラリ1234"、 "ライブラリタイプ": "挿入"、 "エントリ":[{"バージョン": "1.0"、 "名前" : "MyInsert 1"、 "type": "insert"、 "content":{"name": "MyInsert 1"、 "diameter":0.2、 "thickness":0.2、 "units ":" in "}}、{" version ":" 1.0 "、" name ":" MyInsert 2 "、" type ":" insert "、" content ":{" name ":" MyInsert 2 "、"直径 ":0.4、"厚さ ":0.2、"単位 ":" in "}}]}
自立サポートの作成
ジオメトリに水平方向に造形する穴がある場合、この機能によってそれらが菱形に変更されるため、サポート材料は必要ありません。
シームの回避
ツールパスの開始/終了では、印刷部分にシームと呼ばれるマークが残ります。主要な表面に継ぎ目が配置されないようにするには、表面を選択し、[シームを避ける] チェックボックスをオンにします。
表面の厚さ
ボディの厚さ制御に似ていますが、特定の面に適用されます。
サポート設定
現在、詳細なサポート設定はありません。上記の基本設定を参照してください。
安定剤

スタビライザーを作成するには、モデル(アセンブリマルチボディパーツ、グループ、またはパーツ)を選択してから、ツールバーのスタビライザーアイコンを選択します。スタビライザーは、一度に1つのモデルに対して定義されます。スタビライザーアイコンを選択すると、モデルが分析され、デフォルト設定でスタビライザーが追加されます。
スタビライザーの構成
次のパラメータは、スタビライザーのサイズ、形状、および位置を定義します。高さを選択した後、パースペクティブをオフにしたトップダウンビューに切り替えて、このセクションの他のパラメーターを構成することをお勧めします。
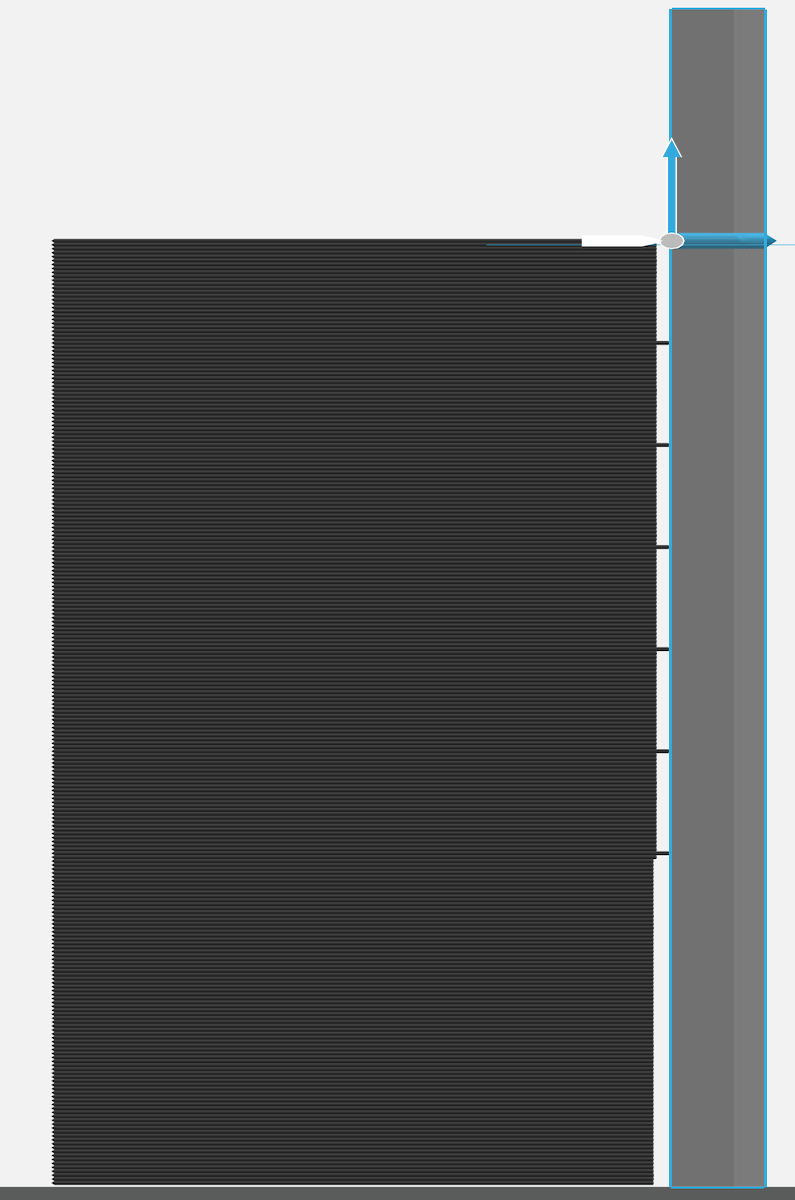
高さ

スタビライザーの高さは、矢印が付いた青い平面で示されます。矢印をクリックしてドラッグし、スタビライザーの高さを上下に調整するか、スタビライザーパネルの高さ設定を編集します。デフォルトの高さは、モデルの高さの80%です。
参照曲線

スタビライザーの高さ平面はモデルと交差し、1つまたは複数の閉ループ曲線を作成します。ループが1つしかない場合、自動的に選択され、青色で表示されます。複数のループが作成されると、1つが自動的に選択され、代替ループが白で表示されます。代替ループをクリックして選択します。
開始点と終了点

スタビライザーはモデル全体を囲むのではなく、定義したモデルのセクションをサポートします。スタビライザーの開始と終了は、緑色の矢印で識別されます。スタビライザーは、2つの矢印の間に作成されます。曲線に沿っていずれかの矢印をドラッグして、スタビライザーの開始位置または終了位置を調整します。
接点の数
スタビライザーがモデルに接触する回数(2-20回)を入力します。接点は、モデルビューに、編集中のスタビライザーの白いピンと、定義されているが編集されていないスタビライザーの灰色のピンとして表示されます。
深さ
スタビライザーの高さで測定された、スタビライザーの接点と後壁の間の最大距離。
Type
スタビライザーは、一定の深さ(デフォルト)またはフラットバックの場合があります。一定の深さの場合、すべての接点はほぼ同じ深さであり、後壁はモデルの形状に近似します。フラットバックの場合、後壁は直線です。
連絡先の構成
上で定義された接点は、スタビライザーの高さ全体にわたって実際にはモデルに接触しません。通常、スタビライザーはモデルの表面に接触することなく非常に近くに存在しますが、ある一定の間隔で接点が表面を貫通し、スタビライザーをモデルに取り付けます。次の4つのパラメータは、貫入の頻度と深さを定義します。これらのパラメータを設定する前に、側面図に切り替えることをお勧めします。
開始高さ
スタビライザーの接触がモデルに貫入し始める高さ。デフォルトでは、開始高さはゼロです。これは、モデルの高さ全体にわたって間隔を置いて貫通が発生することを意味します。上の画像では、モデルの下部に貫通がないように、開始高さが高くなっています。
接点ギャップ
スタビライザーの接点が貫通していないときにモデルをクリアする距離。
接触貫入
スタビライザーの接点がモデルを貫通する最大距離。
貫入間隔
モデルを貫通する接点間の垂直距離。接点がモデルを貫通しない場合、接触ギャップ距離だけモデルをクリアします。
| 接点ギャップ | 接触貫入 |
|
|




スタビライザーの管理
スタビライザーを追加したら、[別のモデルを追加]をクリックするか、パネルを閉じることで、選択したモデルにさらに追加できます。各スタビライザーは、プロジェクトペインの親モデルにリーフを追加します。スタビライザーの定義を変更するには、ツリーでスタビライザーをダブルクリックするか、右クリックしてメニューから[スタビライザーの編集]を選択します。 1つまたは複数のスタビライザーを削除するには、スタビライザーを選択して右クリックし、メニューから[スタビライザーの削除]を選択します。
アンカー

アンカーは、モデルの構築時にモデルがカールするのを防ぐサポート構造です。モデルマテリアルから構築されたアンカーは、モデルの下側を造形シートまたはトレイに取り付けます。アンカー用のサポートベースおよびその他のサポート構造は生成されないため、モデルと造形シートまたはトレイの間の安全な接続が保証されます。アンカーを使用して、下向きのモデル表面を上向きのモデル表面に固定することもできます。
アンカーを作成するには、ツールバーのアンカーアイコンを選択します。トレイ上のモデルが分析され、アンカーを配置できる表面が青色で強調表示されます。

青い面をクリックしてアンカーを配置し、アンカーモデルを選択します。アンカーの場所は、緑色の矢印とアンカー形状のプレビューでマークされています。

アンカーの構成
最初のアンカーが配置されると、アンカーパネルがアクティブになります。ユーザーはアンカースタイルと直径を設定できます。
円筒形アンカー
円筒形のアンカーは、デフォルトのアンカースタイルです。それは単一の直径によって定義されます。円筒形アンカーは、モデルの最下部の表面と造形シートまたはトレイの間に使用する必要があります。
コニカルアンカー
コニカルアンカーは、上部の直径と下部の直径によって定義されます。下部の直径は、アンカーが別のモデルサーフェスで終了している場合でも、造形シートまたはトレイの最大直径を表します。円錐アンカーのテーパーは、安定したアンカー機能を作成するために適用される造形ルールによっても変更されます。
| 円筒形アンカー | コニカルアンカー |
|
|


アンカーセット
モデルをクリックするたびに、新しいアンカー機能が作成されます。アンカーセットを作成するには、キーボードのCTRLキーを押しながら別の場所を選択します。セット内のアンカーは、スタイルと寸法を共有します。セットに場所を追加するまで、CTRLキーを押したままにします。 CTRLキーを放して新しいセットを作成するか、トレイに別のモデルのアンカーを作成します。
セットからアンカーを削除するには、CTRLキーを押しながら既存のアンカーを選択します。このアクションを繰り返して、さらにアンカーを削除します。最後のアンカーがセットから削除されると、アンカー機能は自動的に削除されます。
ヒント:モデルの最下部にあるアンカーの場合は、トレイを底面図に向け、グリッド線を使用してアンカーをより適切に位置合わせします。

アンカーの管理
新しい場所を選択すると、アンカーとアンカーセットが追加されます。各アンカーは、プロジェクトペインの親モデルにリーフを追加します。アンカーの定義を変更するには、ツリーでアンカーをダブルクリックするか、右クリックしてメニューから[アンカーの編集]を選択します。 1つまたは複数のアンカーを削除するには、アンカーを選択して右クリックし、メニューから[アンカーの削除]を選択します。

アンカーを持つモデルに適用できる他のアクションは、コピー/ペースト、複製、Zを中心とした回転です。それ以外の方向の変更はアンカーを無効になり、自動的に削除されます。
Selecting the Anchor Material (Stratasys F3300)
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.