FDM 인쇄 설정 조정
사용 가능한 설정은 프린터 모델, 선택한 재료, 선택한 모델의 파일 형식에 따라 다릅니다. 파일 형식 및 재료에 따른 설정은 설명에 표시되지만 프린터에 따른 설정은 아래의 기본 및 고급 섹션으로 나뉩니다.
기본 설정
이러한 설정은 지원되는 모든 FDM 프린터에서 사용할 수 있습니다. uPrint 및 Dimension 프린터의 경우 이러한 기본 설정만 사용할 수 있지만 다른 프린터의 경우 고급 설정도 사용할 수 있습니다. 섹션으로 이동.
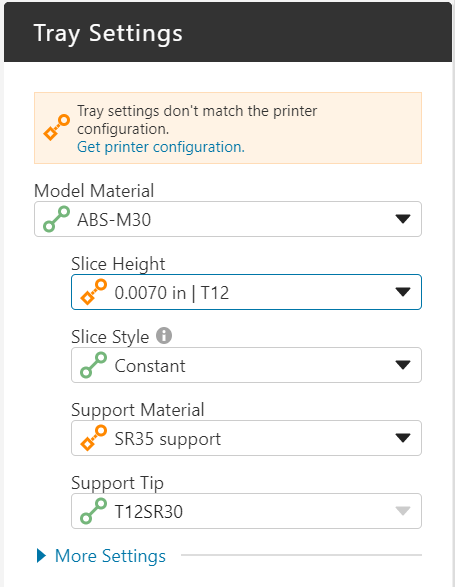
트레이 설정
이러한 속성은 트레이의 모든 모델에서 동일해야 합니다. 템플릿 프린터가 아닌 실제 프린터를 선택하면 프린터의 설정이 여기의 값을 채우고 녹색 아이콘은 설정이 프린터의 설정과 일치함을 나타냅니다.

슬라이스 높이
사용 가능한 슬라이스 높이 옵션은 선택된 프린터에 따라 결졍됩니다. 슬라이스 높이에 대해 자세히 알아보려면 여기서 자세히 읽으십시오.
모델 재료 및 서포트 재료
프린터에 사용할 수 있는 재료에 대해 자세히 알려면 stratasys.com을 확인하십시오.
모델 및 서포트 팁
일부 프린터에서는 특정 조형 설정에 여러 팁이 필요합니다.
모델 설정
트레이의 개별 파트에 대해 이러한 속성을 변경할 수 있습니다. 프로젝트 패널의 모델 목록 또는 3D 뷰어에서 마우스 왼쪽 버튼 클릭으로 모델을 선택하십시오. Ctrl+마우스 클릭으로 선택 항목에 추가하십시오.

파트 채우기 스타일
여러 스타일에 관하여 알아보려면 여기에서 자세히 읽으십시오.
서포트 설정

서포트 스타일
여러 스타일에 관하여 알아보려면 여기에서 자세히 읽으십시오.
모델 재료 사용
이 설정에서는 서포트 구조와 모델 중간의 몇 층의 서포트 재료로 대부분 모델 재료를 사용하여 서포트 구조를 인쇄할 수 있습니다. 이렇게 하면 각 레이어에서 서포트 재료와 모델 재료를 전환하는 데 소요되는 시간이 줄어듭니다.
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.
추가 확인란은 생성된 서포트 구조의 채우기를 더 높은 밀도로 경계 윤곽 없이 변경합니다.
서포트 증가
서포트 증가는 모델 아래에 점점 더 넓은 서포트를 만들어 서포트의 안정성을 개선합니다. 그러나 이것은 아래 그림과 같은 일부 모델에 대해 불필요한 서포트를 만들 수 있습니다.
| 서포트 증가 안 함 | 소규모 서포트만 증가 |
|
|


자체 서포트 각도
부품 표면의 각도가 자체 서포트 각도라고 하는 지정된 값 아래로 떨어질 때마다 지지대가 생성되며 여기에서 조정할 수 있습니다. 생성되는 지지대의 양을 늘리거나 줄일 수 있으며 프린터 및 재료에 따라 달라지는 기본 권장 사항으로 값을 복원할 수도 있습니다.
기본 스타일
모델의 베이스에는 인쇄된 첫 번째 레이어와 몇 개의 지지 재료 레이어가 포함됩니다. 베이스 스타일 옵션을 사용하면 베이스의 모양을 구성할 수 있습니다. "모델 및 서포트"는 모델 및 모든 서포트 구조 아래에 베이스를 만들고 베이스 내의 모든 닫힌 루프를 채웁니다. "모델만"은 모델 아래에만 베이스를 생성하며 닫힌 루프는 채워지지 않습니다.
| 모델 및 지원 | 모델만 |
|
|


고급 설정
이러한 설정은 별도로 명시하지 않는 한 Fortus, F123 Series 및 F900 프린터에서만 사용할 수 있습니다.
트레이 설정

Model Material
Select the model material for the tray. Different printers support different materials.
서포트 재료
Support Material is selected automatically, based on the model material. It can be changed from the default selection if there is more than one support material for the model material.
슬라이스 높이
Select the slice height of the material. Different materials support different slice heights. All materials support the 0.0100 inch (0.2540 mm) slice height. Other possible slice heights are 0.0050 inch (0.1270 mm), 0.0070 inch (0.1778 mm), 0.0130 inch (0.3302 mm), and 0.0200 inch (0.5040 mm). For the Stratasys F3300 printer the available slice heights are metric; 0.2500 mm (0.0098 inch) and 0.5000 mm (0.0197 inch).
When a networked printer is selected loaded materials and tips are marked by a green bar. Available materials are marked by an orange bar.
Material Setup (Stratasys F3300)
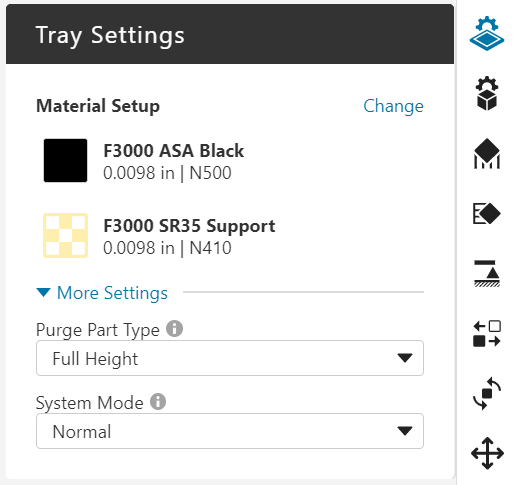
A Material Setup is a combination of a material, its color, a selected slice height, and the nozzle used to extrude material. Material Setups are used on the Stratasys F3300 printer, which requires a minimum of 2 (Model and Support) and as many as 4. Material Setups may be edited by selecting Change on the Tray Settings panel, which opens the Change Materials and Slice Heights dialog.
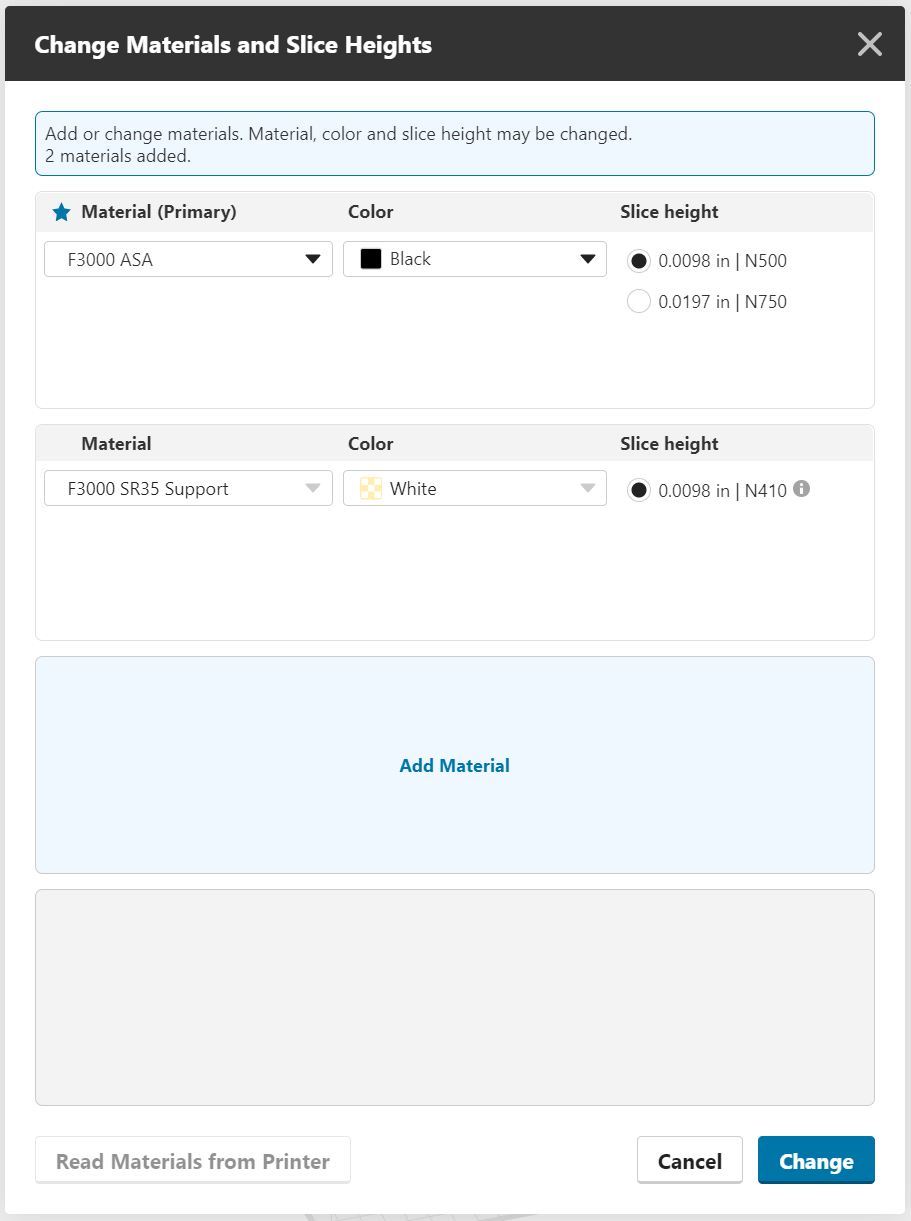
The Change Materials and Slice Heights dialog works from left-to-right, and top-to-bottom:
Left-to-right
Selecting a material determines possible colors, slice heights, and nozzles.
- Top-to-bottom
- Selecting a material determines the support material, its slice height, and nozzle
- Selecting a material limits additional materials to compatible materials.
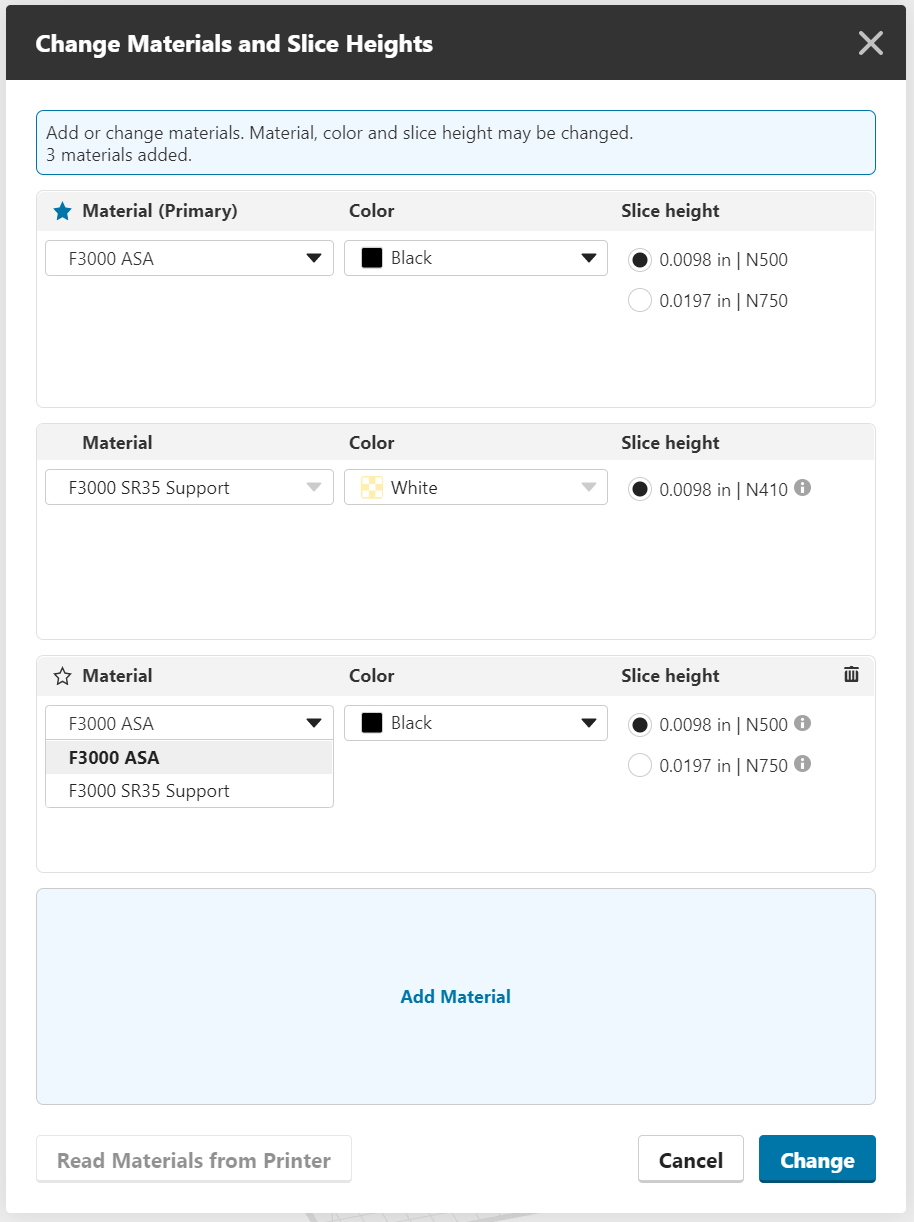
Materials for networked printers may be read by clicking the Read Materials from Printer button. Click Add Material to add another material.
Each tray has a primary material that is assigned to models added to the tray. identified by a blue star

and the text (Primary) next to the Material label. The Primary Material is listed first when the Change Material and Slice Heights dialog is opened, and wherever material setup selection is allowed. The primary material automatically defines the support material and its setup, and limits what secondary material setups may be added. A secondary material can be made primary by clicking the star icon

to the left of its name, and deleted by clicking the trash icon

on the righthand side of the material card.
While a printer may be configured for different materials at the same time, materials set up for a tray must be compatible with each other. Compatibility is defined by the primary material. Compatibility rules are:
Same base material (e.g. ASA)
- Same support material (e.g. SR35)
- Same slice height and nozzle (e.g. 0.5000 mm (0.0197 inch) | N750)
Incompatible materials are identified by a red boundary and must be resolved before a Material Setup can be used on the tray.

Incompatible materials may be updated by:
- Editing the material to make the materials compatible
- Selecting Update at the top of the dialog, which replaces the incompatible materials.
- Delete the material.
- Change primary material (which changes the conflicts)
- Selecting Change, which deletes the conflicts and updates the materials for the tray.
An exception to the compatibility rules:
- When slice height of the primary material is 0.2500 mm (.0098 inch), the same material with a slice height of 0.5000 mm (0.1970 inch) is allowed. The user may assign this combination to a model. If the user assigns a different material to the 0.5000 mm slice height it will not be marked as incompatible, but it will be ignored.
Select Change or Cancel to exit the dialog and return to Tray Settings.

슬라이스 스타일(Fortus 900mc 및 450mc, Stratasys F900, F170 및 F120을 제외한 F123 Series)
슬라이스 높이가 모델에 적용되는 방식을 설정합니다. 상수는 전체 모델에 대해 단일 슬라이스 높이를 사용합니다. 적응형은 돔, 모깎기 및 모따기와 같이 더 많은 세부 사항이 필요한 피쳐에 대해 선택한 슬라이스 높이를 사용하고 수직 벽과 같이 세부 사항이 필요하지 않은 피쳐에는 더 두꺼운 슬라이스를 사용합니다. 이 기능은 공칭 슬라이스 높이 0.010인치(0.2540mm) 또는 0.007인치(0.1778mm)에 사용할 수 있습니다.
| 선택한 슬라이스 높이 | 추가 슬라이스 높이 |
| 0.0070인치(0.1778mm) | 0.0100인치(0.2540mm) |
| 0.0100인치(0.2540mm) | 0.0130인치(0.3302mm) |
참고: 적응형 슬라이스 스타일은 트레이에서 하나의 모델만 활성화된 경우에만 사용할 수 있습니다.
파트 빌드 스타일(F120 및 F770을 제외한 F123 Series)
이는 사전 설정과 같습니다. 표준이 아닌 빌드 스타일은 특정 모델 및 트레이 설정을 적용하고 이 작업에 대한 프린터 작동 방식을 변경합니다.
일반 - 사전 설정 없음, 완전히 사용자 정의됨. PLA를 제외한 모든 소재에 사용할 수 있으며 F123 TPU92A 및 F123 Diran410MF07에 필요합니다.
초안 모드 - 처리량을 늘리고 수동 서포트 제거를 개선하기 위해 서포트가 적은 스파스 채우기를 사용합니다. 이러한 설정은 작업 처리량을 크게 증가시킵니다. 일부 서포트 설정이 변경될 수 있지만 권장하지 않습니다. F123 TPU92A 및 F123 Diran410MF07을 제외한 모든 소재에 사용할 수 있으며 PLA에 필요합니다.
퍼지 파트 유형/희생 타워 유형
F123 Series 프린터는 트레이 뒤의 퍼지 버킷 대신 트레이의 퍼지 파트를 사용합니다. 이렇게 하면 레이어당 헤드 이동이 줄어들어 인쇄 시간이 단축됩니다. 프린터가 인쇄 모델에서 각 레이어의 재료를 지원하기 위해 교체할 때 퍼지가 필요합니다. Fortus 프린터의 경우 재료가 이미 퍼지 버킷으로 퍼지된 경우에도 희생 타워를 추가할 수 있습니다. 이음새 품질은 종종 퍼지 후 첫 번째 파트에서 가장 낮으므로 트레이에 희생 타워를 도입하면 트레이의 모든 파트에 대해 이음새 품질이 일관되게 유지됩니다. 이는 특히 나일론 재료에 도움이 되며 나일론 12 CF로 인쇄할 때 필요합니다.
종종, 조형의 상부 레이어는 서포트 재료를 일체 사용하지 않으므로, 퍼지가 필요 없습니다. 이 설정은 퍼지 파트의 높이를 조정합니다. 모델 보기에서 트레이의 퍼지 파트는 설정과 관계 없이 항상 '전체 높이'로 표시되지만, 슬라이스 미리 보기로 이동하면 실제 높이를 볼 수 있습니다.
마지막 스왑 - 퍼지 파트의 높이는 서포트 재료의 마지막 레이어만큼만 됩니다.
전체 높이 - 퍼지 파트는 모델 재료의 마지막 레이어까지 끝까지 이동합니다.
참고: PLA를 재료로 선택한 경우 서포트 재료가 사용되지 않으므로 퍼지 파트가 없습니다.
시스템 모드
시스템 모드는 작업 중인 모델에 대한 추가 정보를 프린터로 보냅니다. 사용 가능한 옵션은 선택한 프린터, 재료, 슬라이스 높이에 따라 다릅니다.
표준(기본값) - 대부분의 파트 인쇄에 사용합니다.
벽돌 - 크고 밀도 높은 파트를 인쇄할 때 파트 말림을 줄이는 데 사용합니다. 벽돌 옵션은 F123 Series 프린터의 ABS, ASA, PC-ABS, ABS-CF10, 나일론-CF10에 사용할 수 있습니다. 지원되는 슬라이스 높이와 재료는 작업에 대해 선택한 F123 Series 프린터에 따라 다릅니다.
얇은 벽 - 얇은 벽이 많은 파트를 인쇄할 때 말림과 변형을 줄이기 위해 사용합니다. 얇은 벽의 최대 두께는 재료에 따라 다릅니다.
- 0.0900인치(2.29mm). 모든 ULTEM™ 9085 레진 및 ULTEM™ 1010레진, Antero 800NA 및 Antero 840CN03 재료
- 0.1000인치(2.54mm) 나일론 12, 나일론 6, 나일론 12CF 및 Diran 410MF07
첫 번째 레이어 재료(F770 및 F120을 제외한 F123 Series의 경우)
0.005 "슬라이스 높이를 선택하면 트레이와 접촉하는 기본 레이어에 지지대 또는 모델 재료를 사용할지 여부를 선택할 수 있습니다. 이 슬라이스 높이는 챔버 온도를 낮추고 트레이 접착력을 개선하며 부품 품질을 보장합니다. 모델 재료가 기본적으로 선택됩니다. 그러나 트레이에서 부품을 쉽게 제거하려면 기본 레이어에서 서포트 재료를 사용할 수 있습니다. 벽돌 모드(위 참조)와 이 옵션을 함께 사용하여 챔버 온도를 올릴 수도 있습니다.
모델 설정
선택한 파일 형식에 따라 바디 또는 표면 수준에서 고급 설정이 적용될 수 있습니다. 모델 설정 패널의 탭을 사용하거나 모델 설정 패널이 열려 있는 동안 B 또는 F 키를 눌러 바디와 표면 선택 간에 전환하십시오.
바디 설정

그룹 동작
어셈블리에 바디 설정을 적용할 때 그룹을 생성하면 더 많은 옵션을 사용할 수 있습니다. 어셈블리 파일 또는 멀티 바디 파트 파일을 트레이에 추가한 후, 인쇄할 최상위 어셈블리 또는 몇 개의 파트를 선택하고 프로젝트 패널 또는 마우스 오른쪽 클릭 메뉴에서 버튼을 눌러 그룹을 생성하십시오. 그룹은 선택한 구성 요소로만 구성된 플랫 어셈블리 구조이며 원본 어셈블리는 숨겨집니다. 파일 목록에서 그룹을 선택하면 모델 설정 패널에 그룹 동작 설정이 표시됩니다.
바디 분리 - 각 구성 요소는 고유한 바디 설정을 가질 수 있습니다. 이것은 그룹을 생성할 때의 기본 설정입니다.
바디 결합 - 하나의 바디 설정이 전체 그룹에 적용됩니다. 이는 그룹을 생성하지 않은 경우 어셈블리의 동작이기도 합니다.
바디 분리 동작으로 그룹을 인쇄하면 인쇄된 파트의 물리적 속성을 최적화할 수 있습니다. 예를 들어, 일부 영역은 강도를 위해 솔리드 채우기로 인쇄할 수 있는 반면 다른 영역은 무게를 줄이기 위해 드물게 인쇄할 수 있습니다. CAD 시스템에서 모델을 설계하는 동안 이러한 영역을 정의하십시오.
채우기 밀도
일부 채우기 스타일에서는 밀도를 제어할 수 있습니다. 밀도를 높이면 채우기 래스터 사이의 간격을 줄여 강도를 높이고, 밀도를 줄이면 래스터가 더 멀리 떨어져서 재료 사용량과 인쇄 시간이 줄어듭니다.
바디 두께
채우기 각도
파트의 첫 번째 레이어에 대한 채우기 래스터 각도를 설정합니다. 각 추가 레이어에 대해 설정된 값만큼 각도가 증가합니다. 증분은 대부분 90도입니다.
얇은 벽을 두껍게
모델이 슬라이싱될 때 슬라이스의 일부 영역은 두 개의 툴패스 너비(슬라이스 높이의 4배)보다 좁을 수 있습니다. 이 설정을 사용하면 좁은 영역이 최소 벽 너비로 두꺼워집니다. 이 설정을 비활성화할 경우 맞지 않는 곳에 툴패스가 생성되지 않습니다. 설정을 사용할 수 없는 경우 기본적으로 켜져 있습니다.
| 끄기 | 켜기 |
|
|


가변 폭 채우기
일반 너비 윤곽선 또는 래스터 패턴이 맞지 않는 모델 영역을 채웁니다. 툴패스는 영역의 중심을 따라 생성되며 영역을 채우는 데 필요한 너비가 다양합니다. 결과적으로 더 조밀하고 강력한 모델이 생성됩니다.
| 끄기 | 켜기 |
|
|


모델 포장
Enclose a Group with Separate Bodies in a common shell. The shell adds strength when joints between bodies in the group are not designed to resist applied loads. For the Stratasys Wrap Model is on by default.
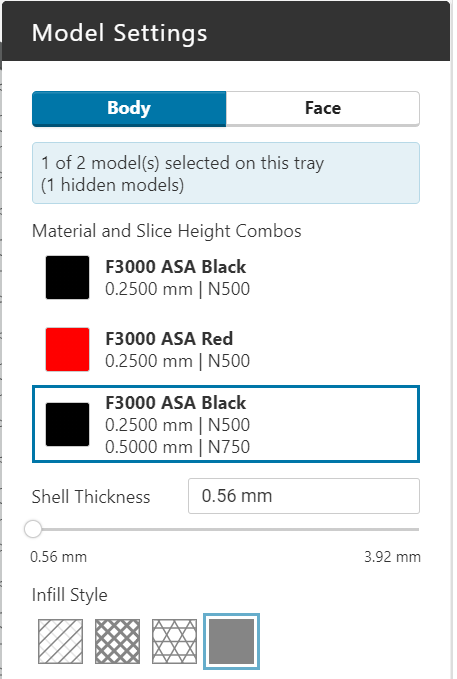
Material and Slice Height Combos (Stratasys F3300)
Up to 3 model materials may be printed on a Stratasys F3300 tray. Model Materials are shown on the Model Settings panel. The first material listed is the primary material. It is assigned to all models added to a tray. When additional (secondary) materials are available, they are assigned by selecting the model, then selecting the model material on the Model Settings panel.

Double Height Infill
Different materials for a tray must be the same slice height. The same material may have two different slice heights used in a specific way:
- The shell of the model is 0.2500 mm (0.0098 inch) slice height
- The infill is 0.5000 mm (0.0197 inch) slice height
- The infill is solid
This combination of single height shell and double height infill is not supported for different materials.
Assigning Different Materials to Bodies in a Group
Groups with Separate Bodies support distinct settings for each body. The ability extends to materials. To do so:
- Select the body in the Group
- Select a material on the Model Settings panel
Note
When assigning different materials to bodies in a Group confirm that Wrap Model is unchecked. If Wrap Model is checked the entire model will be encased in a shell of the primary material.
얼굴 설정

선택한 모델의 파일 형식에 따라 표면 수준에서 설정을 적용할 수 있습니다. 표면 설정은 BREP 형상이 포함된 파일 형식에만 사용할 수 있습니다. 메시 전용 형식(.stl, .wrl, .obj 및 .3mf)에는 정확한 BREP 형상이 포함되지 않으므로 표면 선택을 사용할 수 없습니다. .sldprt와 같은 기본 CAD 형식과 .stp 및 .igs와 같은 일부 교환 형식은 모두 BREP 형상을 포함하므로 바디 및 표면 선택이 모두 가능합니다. 또한 그룹 해제된 어셈블리 또는 바디 결합 동작이 선택된 그룹에는 표면 설정을 적용할 수 없습니다.
삽입 적용
3D 인쇄는 권장되지 않으므로 인쇄가 완료된 후 금속 삽입물을 사용할 수 있습니다. 삽입 적용 기능은 인쇄된 파트가 이를 수용할 수있는 적절한 구멍 치수를 갖도록 합니다. 구멍(원통형면)을 선택한 다음 삽입 적용 확인란을 선택합니다. 삽입 유형(테이퍼 열 세트 또는 Helicoil)과 크기를 선택하면 표시된 권장 구멍 치수가 선택 항목에 적용됩니다.
구멍 치수가 삽입 권장 사항과 일치하지 않으면 사용자 지정을 선택하고 치수를 직접 입력할 수 있습니다. "사용자 지정 크기 저장"을 클릭하면 "내 라이브러리"에 추가됩니다. 추가할 삽입 치수가 많은 경우 사용자 지정 라이브러리 파일을 만들고 파일 > 기본 설정> FDM을 사용하여 추가할 수 있습니다. 파일은 .JSON 텍스트 파일이고 다음 형식이어야 합니다.
{ "version": "1.0", "name": "Custom Library 1234", "libraryType": "insert", "entries": [{ "version": "1.0", "name" : "MyInsert 1", "type": "insert", "content": { "name": "MyInsert 1", "diameter": 0.2, "thickness": 0.2, "units ":"in "}}, {"version ":"1.0 ","name ":"MyInsert 2 ","type ":"insert ","content ": {"name ":"MyInsert 2 ","diameter ": 0.4,"thickness ": 0.2,"units ":"in "}}]}
자체 서포트 만들기
수평으로 인쇄할 형상에 구멍이 있는 경우 이 기능은 서포트 재료가 필요하지 않도록 다이아몬드 모양으로 변경합니다.
이음패 피하기
툴패스의 시작/끝은 이음매라고 불리는 인쇄된 부분에 표시를 남깁니다. 이음매가 주요 표면에 배치되지 않도록 하려면 표면을 선택하고 이음매 방지 확인란을 선택하세요.
표면 두께
바디의 두께 제어와 유사하지만 특정 표면에 적용됩니다.
서포트 설정
현재는 고급 서포트 설정이 없습니다. 위의 기본 섹션을 참조하십시오.
안정기

안정기를 생성하려면 모델(어셈블리, 멀티 바디 파트, 그룹 또는 파트)을 선택한 다음 도구 모음에서 안정기 아이콘을 선택합니다. 안정기는 한 번에 하나의 모델에 대해 정의됩니다. 안정기 아이콘을 선택하면 모델이 분석되고 안정기가 기본 설정으로 추가됩니다.
안정기 구성
다음 매개 변수는 안정기의 크기, 모양 및 위치를 정의합니다. 높이를 선택한 후 이 섹션의 다른 매개 변수를 구성하기 위해 원근감을 끈 상태에서 하향식 보기로 전환할 수 있습니다.
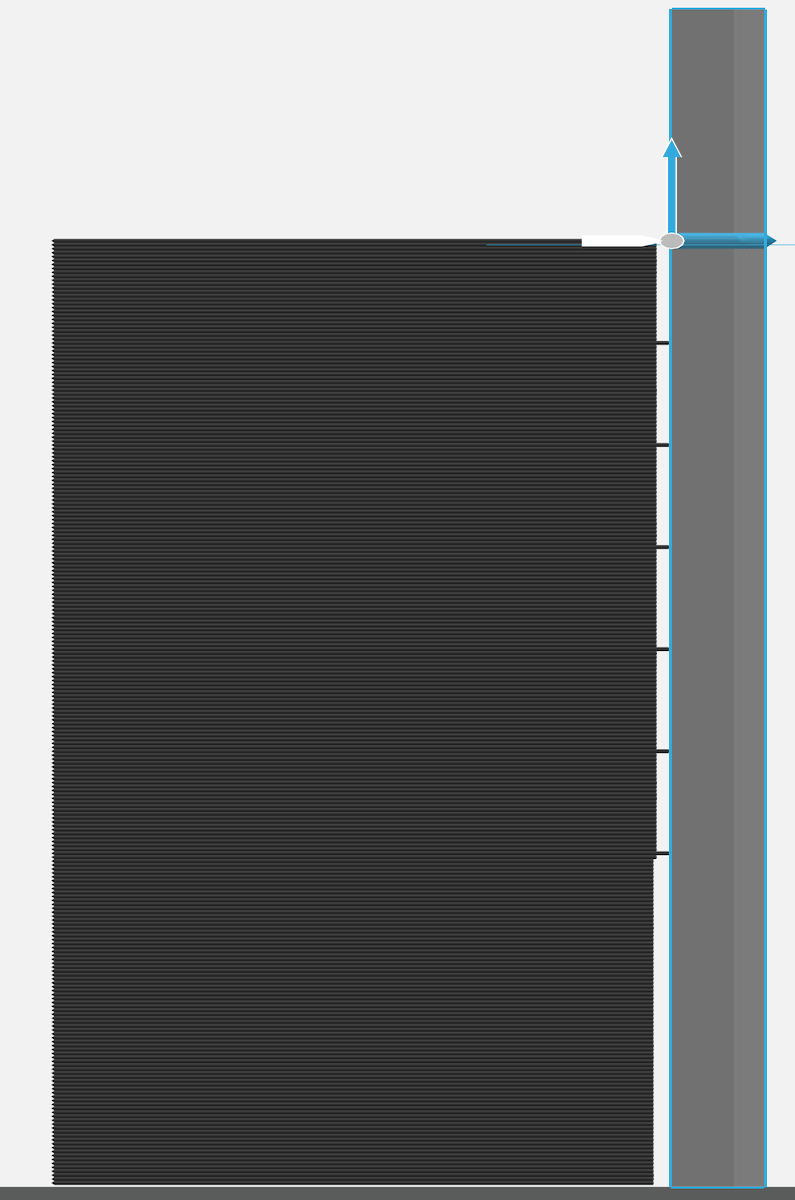
높이

안정기 높이는 화살표가 추가된 파란색 평면으로 표시됩니다. 화살표를 클릭하고 드래그하여 안정기 높이를 위 또는 아래로 조정하거나 안정기 패널에서 높이 설정을 편집하여 조정합니다. 기본 높이는 모델 높이의 80%입니다.
참조 곡선

안정기 높이 평면은 모델과 교차하여 하나 이상의 닫힌 루프 곡선을 만듭니다. 루프가 하나만 있는 경우 자동으로 선택되어 파란색으로 표시됩니다. 여러 개의 루프가 생성되면 하나가 자동으로 선택되고 대체 루프는 흰색으로 표시됩니다. 클릭하여 대체 루프를 선택하십시오.
시작점과 끝점

안정기는 전체 모델을 둘러싸는 것이 아니라 사용자가 정의하는 모델의 섹션을 지원합니다. 안정기의 시작과 끝은 녹색 화살표로 식별됩니다. 두 화살표 사이에 안정기가 생성됩니다. 곡선을 따라 화살표를 드래그하여 안정기의 시작 또는 끝 위치를 조정합니다.
접점 수
안정기가 모델과 접촉하는 횟수를 입력합니다(2-20회). 연락처는 모델 보기에서 편집 중인 안정기의 경우 흰색 핀으로 표시되고 정의되었지만 편집되지 않은 안정기의 경우 회색 핀으로 표시됩니다.
깊이
안정기 높이에서 측정한 안정기 접점과 후면 벽 사이의 최대 거리입니다.
Type
안정기는 일정한 깊이(기본값) 또는 플랫 백이 될 수 있습니다. 일정한 깊이의 경우 모든 접점은 대략 동일한 깊이이며 뒷벽은 모델의 모양과 비슷합니다. 플랫 백의 경우 뒷벽은 직선입니다.
접점 구성
위에서 정의한 접점은 안정기의 전체 높이에서 실제로 모델에 닿지 않습니다. 일반적으로 안정기는 접촉하지 않고 모델 표면에 매우 가깝지만 일정한 간격으로 접점이 표면을 관통하여 안정기를 모델에 부착합니다. 다음 4개의 매개 변수는 관통의 빈도와 깊이를 정의합니다. 이러한 매개 변수를 구성하기 전에 측면 보기로 전환할 수 있습니다.
시작 높이
안정기 접점이 모델을 관통하기 시작하는 높이입니다. 기본적으로 시작 높이는 0입니다. 즉, 모델의 전체 높이에 걸쳐 간격을 두고 관통이 발생합니다. 위 그림에서는 시작 높이가 늘어나 모델 하부에 관통이 없습니다.
접촉 간격
안정기 접점이 관통하지 않을 때 모델을 제거하는 거리입니다.
접촉 관통
안정기 접점이 모델을 관통하는 최대 거리입니다.
관통 간격
모델을 관통하는 접점 간의 수직 거리입니다. 접점이 모델을 관통하지 않으면 Contact Gap 거리만큼 모델을 지웁니다.
| 접촉 간격 | 접촉 관통 |
|
|




안정기 관리
안정기를 추가한 후에는 "다른 항목 추가"를 클릭하거나 패널을 닫아 선택한 모델에 더 많은 항목을 추가할 수 있습니다. 각 안정기는 프로젝트 창에서 상위 모델에 리프를 추가합니다. 안정기의 정의를 변경하려면 트리에서 안정기를 두 번 클릭하거나 마우스 오른쪽 버튼을 클릭하고 메뉴에서 안정기 편집을 선택하십시오. 하나 이상의 안정기를 삭제하려면 안정기를 선택하고 마우스 오른쪽 버튼을 클릭한 다음 메뉴에서 안정기 삭제를 선택하십시오.
앵커

앵커는 모델이 구축될 때 말리는 것을 방지하는 서포트 구조입니다. 모델 재료로 구성된 앵커는 모델의 밑면을 빌드 시트 또는 트레이에 부착합니다. 서포트 및 기타 서포트 구조는 앵커에 대해 생성되지 않으므로 모델과 빌드 시트 또는 트레이 사이의 안전한 연결을 보장합니다. 앵커를 사용하여 아래쪽 방향의 모델 표면을 위쪽 방향의 표면에 고정할 수도 있습니다.
앵커를 만들려면 도구 모음에서 앵커 아이콘을 선택합니다. 트레이의 모델이 분석되고 앵커를 배치할 수 있는 표면이 파란색으로 강조 표시됩니다.

파란색 표면을 클릭하여 앵커를 배치하고 앵커 모델을 선택합니다. 앵커 위치는 녹색 화살표와 앵커 모양 미리보기로 표시됩니다.

앵커 구성
첫 번째 앵커가 배치되면 앵커 패널이 활성화됩니다. 사용자는 앵커 스타일과 직경을 설정할 수 있습니다.
원통형 앵커
원통형 앵커는 기본 앵커 스타일입니다. 단일 지름으로 정의됩니다. 원통형 앵커는 모델의 맨 아래 표면과 빌드 시트 또는 트레이 사이에 사용해야 합니다.
원추형 앵커
원추형 앵커는 상단 지름과 하단 지름으로 정의됩니다. 하단 지름은 앵커가 다른 모델 표면에서 끝나는 경우에도 빌드 시트 또는 트레이의 최대 지름을 나타냅니다. 원추형 앵커의 테이퍼는 안정적인 앵커 기능을 만들기 위해 적용된 빌드 규칙에 의해 변경됩니다.
| 원통형 앵커 | 원추형 앵커 |
|
|


앵커 세트
모델을 클릭할 때마다 새로운 앵커 기능이 생성됩니다. 앵커 세트를 만들려면 키보드에서 Ctrl 키를 누른 상태에서 다른 위치를 선택하십시오. 세트의 앵커는 스타일과 치수를 공유합니다. 세트에 더 많은 위치를 추가할 때까지 Ctrl 키를 누른 상태로 유지하십시오. 새 세트를 만들거나 트레이에 다른 모델에 대한 앵커를 만들려면 Ctrl 키를 놓으십시오.
세트에서 앵커를 제거하려면 Ctrl 키를 누른 상태에서 기존 앵커를 선택하십시오. 더 많은 앵커를 제거하려면 이 작업을 반복하십시오. 마지막 앵커가 세트에서 제거되면 앵커 기능이 자동으로 삭제됩니다.
팁: 모델의 맨 아래 표면에 있는 앵커의 경우 트레이를 아래쪽 보기로 향하게 하고 그리드 선을 사용하여 앵커를 더 잘 정렬하십시오.

앵커 관리
새 위치를 선택하면 앵커 및 앵커 세트가 추가됩니다. 각 앵커는 프로젝트 창에서 상위 모델에 리프를 추가합니다. 앵커의 정의를 변경하려면 트리에서 앵커를 두 번 클릭하거나 마우스 오른쪽 버튼을 클릭하고 메뉴에서 앵커 편집을 선택하십시오. 하나 이상의 앵커를 삭제하려면 앵커를 선택하고 마우스 오른쪽 버튼을 클릭한 다음 메뉴에서 앵커 삭제를 선택하십시오.

앵커가 있는 모델에 적용될 수 있는 다른 작업은 복사/붙여넣기, 복제 및 Z 축 주위 회전입니다. 다른 방향 변경은 앵커를 무효화하고 자동으로 삭제합니다.
Selecting the Anchor Material (Stratasys F3300)
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.