Настройка параметров печати FDM
Базовые настройки:
Расширенные настройки:
Доступные параметры зависят от модели принтера, выбранного материала и формата файла выбранной модели. Параметры, зависящие от формата файла и материала, будут отмечены в их описаниях, но параметры, зависящие от принтера, разделены на «Базовые» и «Расширенные» ниже.
Базовые параметры
Эти параметры доступны для всех поддерживаемых принтеров FDM. Для принтеров uPrint и Dimension доступны только эти базовые параметры, но для других принтеров также доступны расширенные параметры. Перейти в раздел.
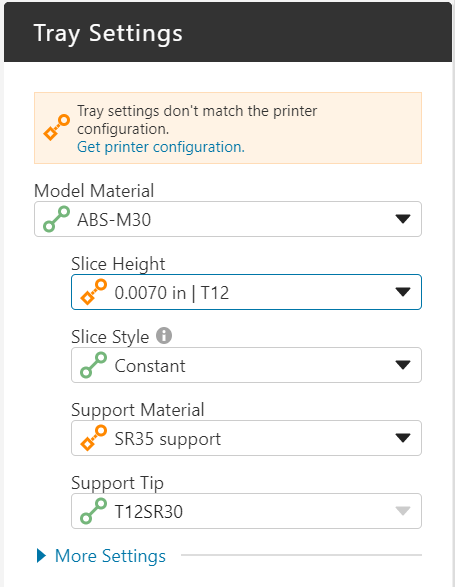
Параметры лотка
Эти свойства должны быть одинаковыми для всех моделей в лотке. Когда вы выбираете реальный принтер, а не шаблон принтера, настройки принтера будут заполнять здесь значения, а зеленый значок будет означать, что настройки соответствуют настройкам принтера.

Высота слоя
Доступные параметры высоты среза зависят от выбранного принтера. Более подробные сведения о высоте среза см. здесь.
Материал модели и вспомогательный материал
Обратитесь к stratasys.com для получения дополнительной информации о материалах, доступных для вашего принтера.
Наконечник для модельного и вспомогательного материалов
Некоторые принтеры требуют разных наконечников для определенных настроек печати.
Параметры модели
Эти свойства могут быть изменены у отдельных деталей на лотке. Выберите модели с помощью левой кнопки мыши в программе просмотра 3D или в списке моделей на панели проектов. Добавьте модели к выбору с помощью Ctrl+щелчок.

Стиль заливки детали
Подробнее о различных стилях см. здесь.
Параметры опор

Стиль вспомогательного материала
Подробнее о различных стилях см. здесь.
Использовать материал модели
Это позволяет печатать опорные элементы с использованием в основном материала модели, с несколькими слоями вспомогательного материала, где опорные элементы соприкасаются с моделью. Это сокращает время, затрачиваемое на переключение между вспомогательным материалом и материалом модели на каждом слое.
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.
Дополнительный флажок изменяет характеристики заполнения сгенерированной опорной конструкции на более плотное и не имеющее граничного контура.
Наращивание опор
Наращивание опор повышает стабильность опор, делая их постепенно расширяющимися под моделью. Однако это может привести к созданию ненужных опор для некоторых моделей, как в примере, приведенном ниже.
| Без наращивания опор | Наращивание только небольших опор |
|
|


Угол самонесущего материала
Подложки создаются там, где угол поверхности детали падает ниже заданного значения, известного как самонесущий угол, и теперь это значение настраивается на панели «Параметры печати». Вы можете увеличить или уменьшить количество создаваемых носителей, а также восстановить значение по умолчанию, которое варьируется для разных принтеров и материалов.
Стиль основания
В основание модели входит самый первый напечатанный слой, а также несколько слоев поддерживающего материала. Опция «Стиль основания» позволяет вам настроить форму основы. «Модель и опоры» создает основу под моделью и любыми опорными конструкциями и заполняет все замкнутые контуры внутри основы. «Только модель» создает основу только под моделью, а замкнутые контуры не заполняются.
| Модель и опоры | Только модель |
|
|


Расширенные настройки
Эти настройки доступны только для принтеров Fortus, F123 Series и F900, если не указано иное.
Параметры лотка

Model Material
Select the model material for the tray. Different printers support different materials.
Материал опоры
Support Material is selected automatically, based on the model material. It can be changed from the default selection if there is more than one support material for the model material.
Высота слоя
Select the slice height of the material. Different materials support different slice heights. All materials support the 0.0100 inch (0.2540 mm) slice height. Other possible slice heights are 0.0050 inch (0.1270 mm), 0.0070 inch (0.1778 mm), 0.0130 inch (0.3302 mm), and 0.0200 inch (0.5040 mm). For the Stratasys F3300 printer the available slice heights are metric; 0.2500 mm (0.0098 inch) and 0.5000 mm (0.0197 inch).
When a networked printer is selected loaded materials and tips are marked by a green bar. Available materials are marked by an orange bar.
Material Setup (Stratasys F3300)
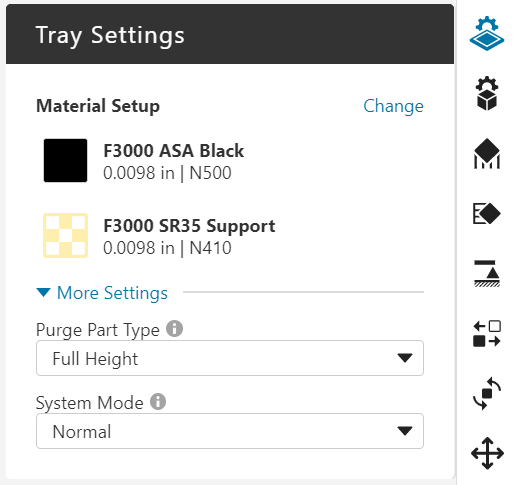
A Material Setup is a combination of a material, its color, a selected slice height, and the nozzle used to extrude material. Material Setups are used on the Stratasys F3300 printer, which requires a minimum of 2 (Model and Support) and as many as 4. Material Setups may be edited by selecting Change on the Tray Settings panel, which opens the Change Materials and Slice Heights dialog.
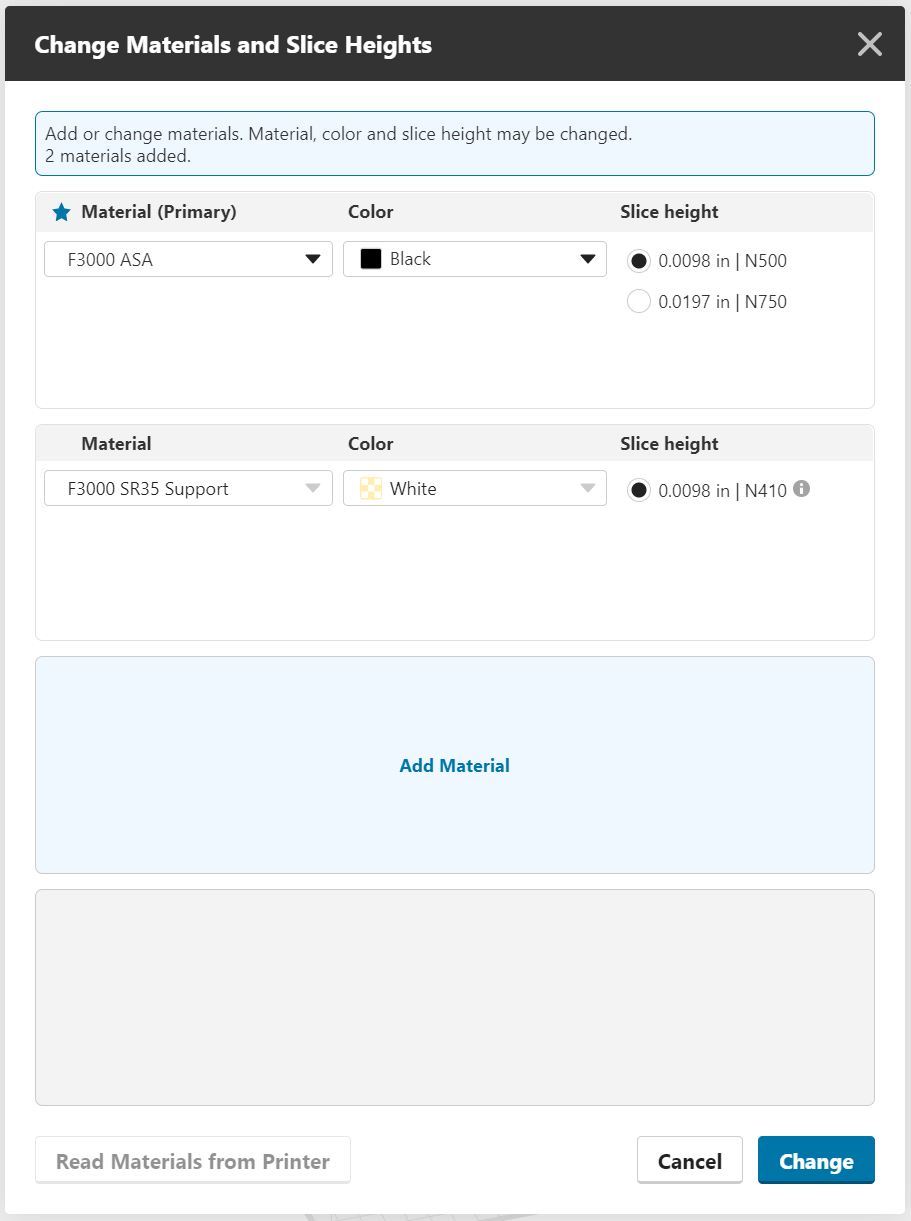
The Change Materials and Slice Heights dialog works from left-to-right, and top-to-bottom:
Left-to-right
Selecting a material determines possible colors, slice heights, and nozzles.
- Top-to-bottom
- Selecting a material determines the support material, its slice height, and nozzle
- Selecting a material limits additional materials to compatible materials.
Materials for networked printers may be read by clicking the Read Materials from Printer button. Click Add Material to add another material.
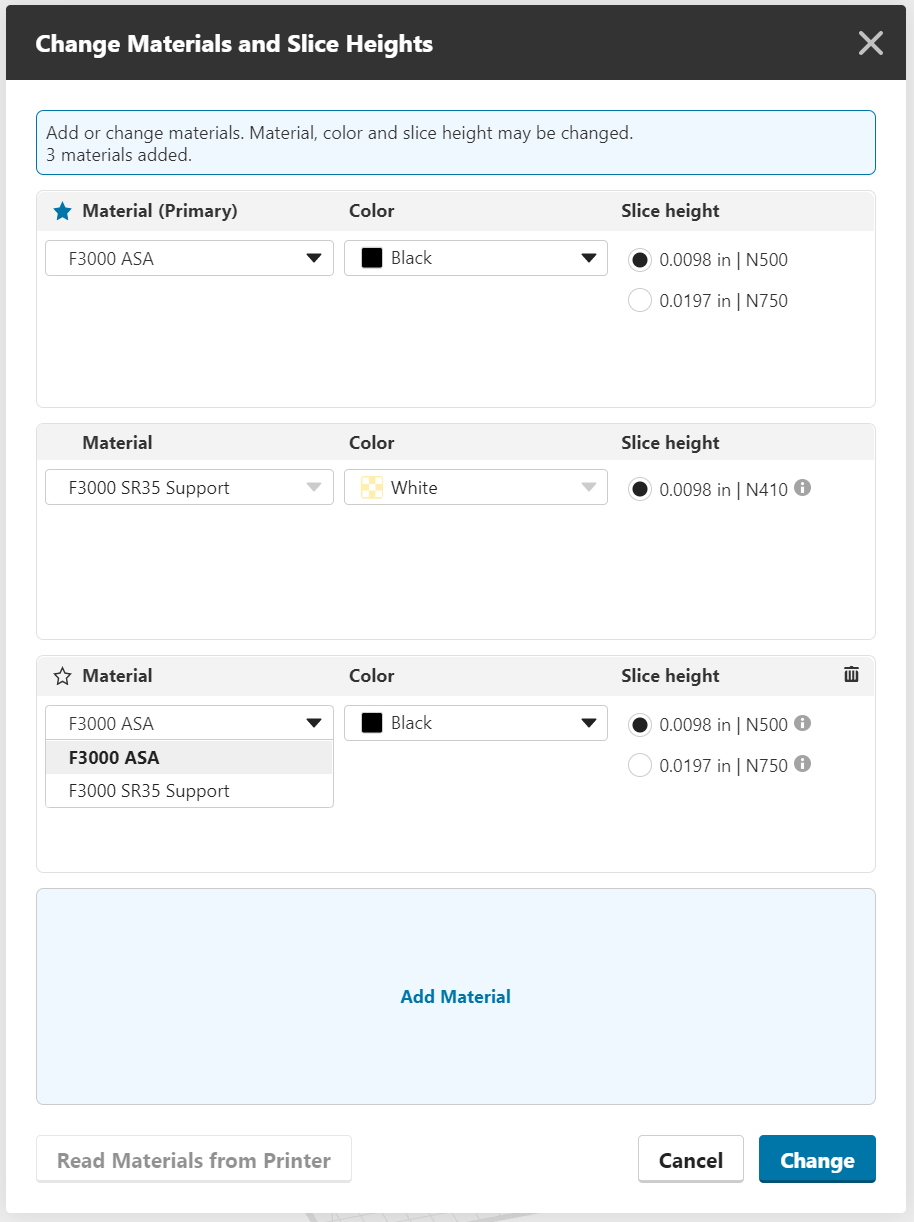
Each tray has a primary material that is assigned to models added to the tray. identified by a blue star

and the text (Primary) next to the Material label. The Primary Material is listed first when the Change Material and Slice Heights dialog is opened, and wherever material setup selection is allowed. The primary material automatically defines the support material and its setup, and limits what secondary material setups may be added. A secondary material can be made primary by clicking the star icon

to the left of its name, and deleted by clicking the trash icon

on the righthand side of the material card.
While a printer may be configured for different materials at the same time, materials set up for a tray must be compatible with each other. Compatibility is defined by the primary material. Compatibility rules are:
Same base material (e.g. ASA)
- Same support material (e.g. SR35)
- Same slice height and nozzle (e.g. 0.5000 mm (0.0197 inch) | N750)
Incompatible materials are identified by a red boundary and must be resolved before a Material Setup can be used on the tray.

Incompatible materials may be updated by:
- Editing the material to make the materials compatible
- Selecting Update at the top of the dialog, which replaces the incompatible materials.
- Delete the material.
- Change primary material (which changes the conflicts)
- Selecting Change, which deletes the conflicts and updates the materials for the tray.
An exception to the compatibility rules:
- When slice height of the primary material is 0.2500 mm (.0098 inch), the same material with a slice height of 0.5000 mm (0.1970 inch) is allowed. The user may assign this combination to a model. If the user assigns a different material to the 0.5000 mm slice height it will not be marked as incompatible, but it will be ignored.
Select Change or Cancel to exit the dialog and return to Tray Settings.

Стиль среза (Fortus 900mc и 450mc; Stratasys F900; серия F123, кроме F170 и F120)
Задайте применение высоты среза к модели. «Постоянный» использует одну высоту среза для всей модели. «Адаптивный» использует выбранную высоту среза для элементов, которым требуется большая детальность, таких как купола, валики и канавки, и более толстый срез для элементов, которым детальность не требуется, например вертикальных стен. Эта функция доступна для номинальной высоты среза 0.010 дюйм. (0.2540 мм) или 0.007 дюйм. (0.1778 мм).
| Выбранная высота среза | Дополнительная высота среза |
| 0.0070 дюйм. (0.1778 мм) | 0.0100 дюйм. (0.2540 мм) |
| 0.0100 дюйм. (0.2540 мм) | 0.0130 дюйм. (0.3302 мм) |
Примечание. Адаптивный стиль среза доступен при условии, что в лотке активна только одна модель.
Стиль сборки детали (серия F123, кроме F120 и F770)
Это аналогично предварительным настройкам. При выборе стилей сборки, отличных от «Стандартного», применяются определенные настройки модели и лотка, а также изменяется режим работы принтера для данного задания.
Обычный режим — без предварительной настройки; полностью определяется пользователем. Доступен для всех материалов, кроме PLA, и обязателен для F123 TPU 92A и F123 Diran 410MF07.
Режим черновой печати — используется разреженное заполнение с меньшим количеством опор для увеличения производительности и улучшения удаления опор вручную. Эти настройки значительно увеличивают производительность выполнения заданий. Некоторые параметры опор можно изменить, однако делать это не рекомендуется. Доступен для всех материалов, кроме F123 TPU 92A и F123 Diran 410MF07, и обязателен для PLA.
Тип чистящей детали / Тип чистящей башни
В принтерах серии F123 используется чистящая деталь на лотке вместо ведра для очистки за лотком. Это сокращает перемещения головки на слой, а следовательно и время печати. Очистка необходима, когда принтер переключается с печатной модели на вспомогательный материал в каждом из слоев. Для принтеров Fortus вы можете добавить чистящую башню, даже если материал уже сбрасывается в ведро для очистки. Качество шва часто оказывается самым низким на первой детали после продувки, поэтому использование чистящей башни на лотке обеспечит одинаковое качество шва для всех деталей на лотке. Это особенно полезно для нейлоновых материалов и обязательно при печати с использованием нейлона 12 CF.
На верхних слоях модели вспомогательный материал часто не используется, поэтому в продувке нет необходимости. Эта настройка регулирует высоту удаляемой продувочной детали. В режиме просмотра модели удаляемая продувочная деталь на лотке всегда будет отображаться как «Полная высота», независимо от настроек; но если перейти к предварительному просмотру слоя, можно увидеть ее фактическую высоту.
Последняя замена — удаляемая деталь не может быть выше последнего слоя вспомогательного материала
Полная высота — удаляемая деталь идет вплоть до последнего слоя материала модели.
Примечание. Если вы выбрали PLA в качестве материала, чистящая деталь отсутствует, поскольку не используется вспомогательный материал.
Режим системы
Режим системы отправляет на принтер дополнительную информацию о моделях в задании. Доступные параметры зависят от выбранного принтера, материала и высоты среза.
Обычный (по умолчанию) — используется для печати большинства деталей.
Блочный режим — используется для уменьшения скручивания деталей при печати крупных плотных деталей. Блочный режим доступен для ABS, ASA, PC-ABS, ABS-CF10, и Nylon-CF10 на принтерах серии F123. Поддерживаемые высота среза и материалы зависят от выбранного для выполнения задания принтера серии F123.
Тонкая стенка — используется для уменьшения скручивания и деформации при печати деталей с большим количеством тонких стенок. Максимальная толщина тонкой стенки зависит от материала:
- 0.0900 дюйм. (2.29 мм). Все материалы ULTEM™ 9085 Resins и ULTEM™ 1010 Resins, Antero 800NA и Antero 840CN03
- 0.1000 дюйм. (2.54 мм) Nylon 12, Nylon 6, Nylon 12 CF, и Diran 410MF07
Материал первого слоя (для серии F123, кроме F770 и F120)
Когда выбрана высота среза 0.005'', вы можете выбрать, использовать ли вспомогательный материал или материал модели для базового слоя, который контактирует с лотком. Данный параметр высоты среза использует более низкую температуру в камере, для улучшения сцепления поддона и обеспечения качества деталей материал модели выбирается по умолчанию. Однако, если необходимо, чтобы деталь легко снималась с лотка, можно использовать вспомогательный материал для базового слоя. Данную функцию также можно использовать в сочетании с блочным режимом (см. выше), чтобы поднять температуру в камере.
Параметры модели
Расширенные настройки могут применяться на уровне фигуры или грани, в зависимости от типа выбранного файла. Переключайтесь между выделением фигуры и грани с помощью вкладок на панели «Параметры модели» или путем нажатия клавиш B и F, когда панель «Параметры модели» открыта.
Настройки корпуса

Групповое поведение
При применении параметров фигуры к сборке, дополнительные параметры становятся доступны после создания Группы. После добавления в лоток файла сборки или файла детали, состоящей из нескольких фигур, выберите либо сборку верхнего уровня, либо несколько компонентов, которые хотите распечатать, и создайте группу, нажав кнопку на панели проекта или в контекстном меню. Группа представляет собой плоскую структуру сборки, состоящую только из выбранных компонентов. При этом исходная сборка скрыта. Когда вы выбираете группу в списке файлов, параметр «Поведение группы» отображается на панели «Параметры модели».
Отдельные фигуры — для каждого компонента можно задать отдельные настройки фигур. Это настройки по умолчанию при создании Группы.
Объединить фигуры — одна настройка фигур применяется ко всей Группе. Это также относится к сборке, если вы не создаете Группу.
Печать группы с отдельными фигурами позволяет оптимизировать физические свойства печатаемой детали. Например, некоторые области могут быть напечатаны со сплошным заполнением для прочности, а другие с разреженным для экономии веса. Определите эти области во время проектирования своей модели в системе CAD.
Плотность заполнения
Некоторые стили заполнения позволяют контролировать плотность. Увеличение плотности уменьшает промежуток между заполняющими растрами для большей прочности, а уменьшение плотности раздвигает растры дальше друг от друга, уменьшая расход материала и время печати.
Толщина фигуры
Угол заполнения
Установите угол заполнения растров для первого слоя детали. Угол увеличивается на заданное значение для каждого дополнительного слоя. Приращение чаще всего составляет 90 град.
Утолщение тонких стенок
Когда модель разрезается, некоторые области среза могут быть уже, чем две ширины траектории движения инструмента (в четыре раза больше высоты среза). Если этот параметр включен, узкие области будут утолщены до минимальной ширины стены. Если этот параметр отключен, траектории движения инструмента не будут создаваться там, куда они не входят. Если этот параметр недоступен, он включен по умолчанию.
| Выкл | Вкл |
|
|


Заполнение переменной ширины
Заполняет области модели, в которых не может поместиться контур стандартной ширины или растровый узор. Траектория инструмента создается по центру области, и ее ширина изменяется по мере необходимости, чтобы заполнить область. В результате получается более плотная и прочная модель.
| Выкл | Вкл |
|
|


Заключени�� модели в оболочку
Enclose a Group with Separate Bodies in a common shell. The shell adds strength when joints between bodies in the group are not designed to resist applied loads. For the Stratasys Wrap Model is on by default.
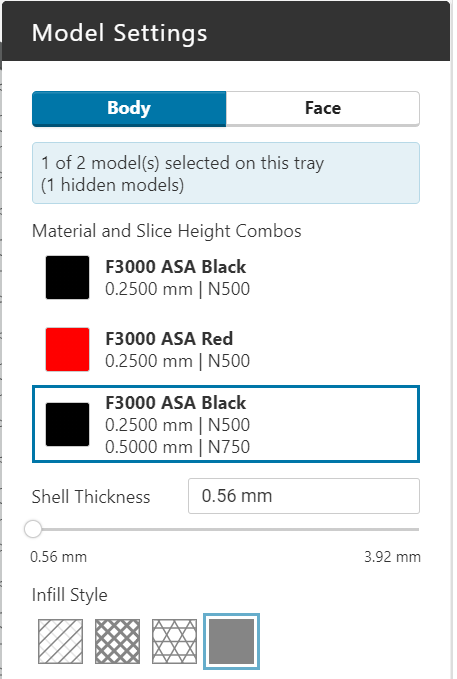
Material and Slice Height Combos (Stratasys F3300)
Up to 3 model materials may be printed on a Stratasys F3300 tray. Model Materials are shown on the Model Settings panel. The first material listed is the primary material. It is assigned to all models added to a tray. When additional (secondary) materials are available, they are assigned by selecting the model, then selecting the model material on the Model Settings panel.

Double Height Infill
Different materials for a tray must be the same slice height. The same material may have two different slice heights used in a specific way:
- The shell of the model is 0.2500 mm (0.0098 inch) slice height
- The infill is 0.5000 mm (0.0197 inch) slice height
- The infill is solid
This combination of single height shell and double height infill is not supported for different materials.
Assigning Different Materials to Bodies in a Group
Groups with Separate Bodies support distinct settings for each body. The ability extends to materials. To do so:
- Select the body in the Group
- Select a material on the Model Settings panel
Note
When assigning different materials to bodies in a Group confirm that Wrap Model is unchecked. If Wrap Model is checked the entire model will be encased in a shell of the primary material.
Настройки лица

В зависимости от типа файла выбранной модели(-ей) вы можете применять настройки на уровне грани. Настройки граней доступны только для типов файлов, содержащих геометрию BREP. Форматы только для сетки (.stl, .wrl, .obj и .3mf) не содержат точной геометрии BREP, поэтому выбор граней недоступен. Оригинальные форматы САПР, такие как .sldprt, а также некоторые форматы обмена, такие как .stp и .igs, содержат геометрию BREP, поэтому доступен выбор как фигур, так и граней. Кроме того, параметры граней нельзя применять к разгруппированным сборкам или группам с выбранным поведением «Объединить фигуры».
Применить вставку
Поскольку 3D-печать нитей не рекомендуется, вы можете использовать металлическую вставку после завершения печати. Функция «Применить вставку» гарантирует, что распечатанная деталь будет иметь отверстия подходящего размера для ее размещения. Выберите отверстие (цилиндрическую грань) и установите флажок «Применить вставку». Выберите тип вставки (конусная термическая вставка или Helicoil) и размер. Показанные рекомендуемые размеры отверстий будут применены к выбранному.
Если размеры отверстия не соответствуют рекомендациям для вашей вставки, можно выбрать «Настраиваемый» и ввести свои собственные размеры. Щелчок на «Сохранить настраиваемый размер» добавит его в «Мою библиотеку». Если нужно добавить много размеров вставки, можно создать собственный файл библиотеки и добавить его, используя «Файл > Настройки > FDM». Этот файл должен быть текстовым файлом .JSON и иметь следующий формат:
{"version": "1.0", "name": "Custom Library 1234", "libraryType": "insert", "entries": [{"version": "1.0", "name" : "MyInsert 1", "type": "insert", "content": {"name": "MyInsert 1", "диаметр": 0.2, "толщина": 0.2, "units ":" in "}}, {" версия ":" 1.0 "," name ":" MyInsert 2 "," type ":" insert "," content ": {" name ":" MyInsert 2 "," диаметр ": 0.4," толщина ": 0.2," единицы ":" дюйм "}}]}
Сделать самонесущими
Если в вашей геометрии есть отверстия, которые печатаются по горизонтали, эта функция изменит их форму на ромбовидную, так что для них не потребуется вспомогательный материал.
Избегать швов
Начало/конец траектории инструмента оставляет след на напечатанной детали, называемый швом. Чтобы швы не располагались на важных поверхностях, выберите поверхность и установите флажок «Избегать швов».
Толщина поверхности
Аналогично контролю толщины фигур, но применяется к определенной грани.
Параметры опор
В настоящее время дополнительных настроек поддержки нет. См. Основной раздел выше.
Стабилизаторы

Чтобы создать стабилизатор, выберите модель (сборку, составную деталь, группу или деталь), затем выберите значок «Стабилизатор» на панели инструментов. Стабилизаторы определяются для одной модели за раз. После выбора значка «Стабилизатор» модель анализируется и добавляется стабилизатор с настройками по умолчанию.
Настройка стабилизатора
Следующие параметры определяют размер, форму и расположение стабилизатора. После выбора высоты вы можете переключиться на вид сверху вниз с отключенной перспективой, чтобы настроить другие параметры в этом разделе.
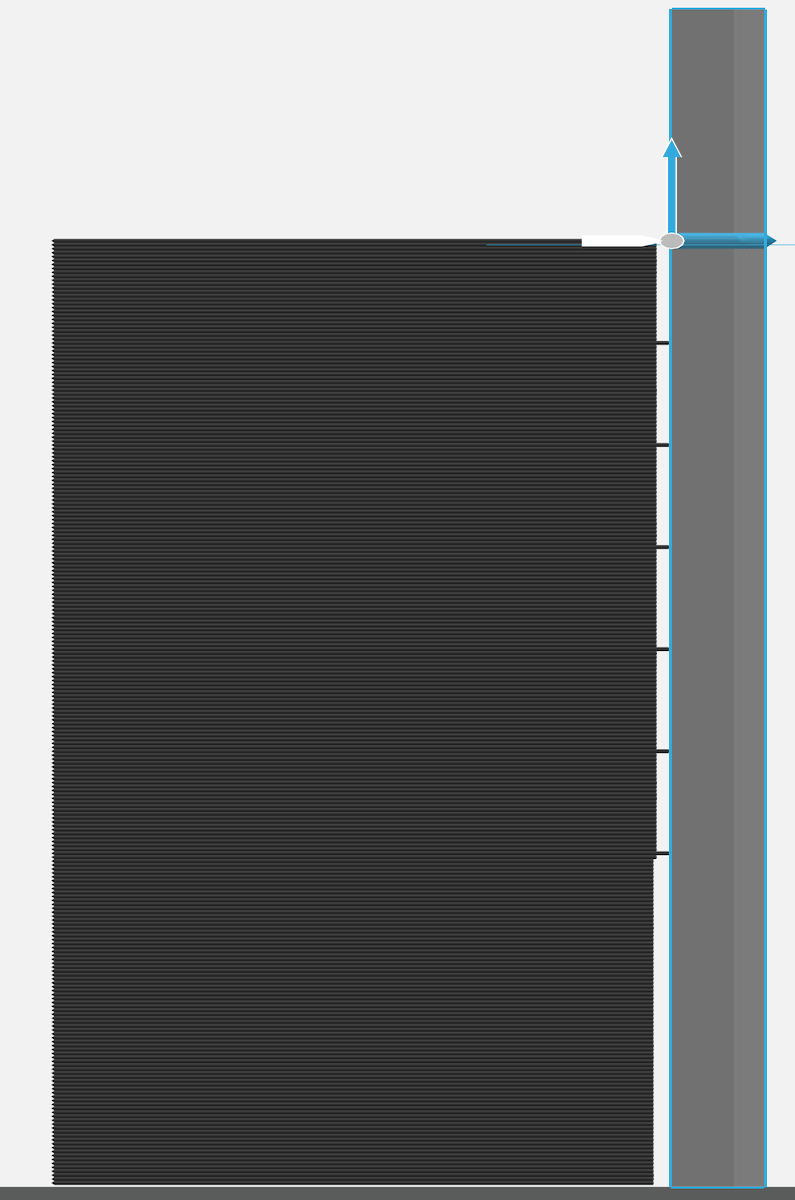
Высота

Высота стабилизатора обозначена синей плоскостью с прикрепленной стрелкой. Щелкните и перетащите стрелку, чтобы отрегулировать высоту стабилизатора вверх или вниз, или измените настройку высоты на панели «Стабилизатор». Высота по умолчанию составляет 80% от высоты модели.
Справочная кривая

Плоскость высоты стабилизатора пересекает модель, создавая одну или несколько кривых в виде замкнутых контуров. Когда есть только один такой контур, он выбирается автоматически и отображается синим цветом. Когда их создается несколько, один из них выбирается автоматически, а альтернативы отображаются белым цветом. Выберите альтернативный контур, щелкнув его.
Начальная и конечная точки

Стабилизатор не окружает всю модель — он поддерживает определенную пользователем часть модели. Начало и конец стабилизатора обозначены зелеными стрелками. Стабилизатор создается между двумя этими стрелками. Перетащите одну из стрелок вдоль кривой, чтобы отрегулировать начальное или конечное положение стабилизатора.
Количество точек контакта
Введите количество контактов стабилизатора с моделью (2-20 раз). Контактные точки показаны в представлении модели как белые метки для редактируемого стабилизатора и серые метки для стабилизаторов, которые были определены, но сейчас не редактируются.
Глубина
Максимальное расстояние между контактом стабилизатора и его задней стенкой, измеренное на высоте стабилизатора.
Type
Стабилизаторы могут быть постоянной глубины (по умолчанию) или с плоской задней стенкой. Для постоянной глубины все контакты имеют примерно одинаковую глубину, а задняя стенка будет приблизительно соответствовать форме модели. В случае плоской задней стенки, задняя стенка представляет собой прямую линию.
Настройка точек контакта
Точки контакта, указанные выше, на самом деле не касаются модели по всей высоте стабилизатора. Обычно стабилизатор находится очень близко к поверхности модели, не касаясь ее, но через определенные регулярные промежутки точка контакта проникает в поверхность, прикрепляя стабилизатор к модели. Следующие четыре параметра определяют частоту и глубину проникновения. Желательно переключиться на вид сбоку перед настройкой этих параметров.
Начальная высота
Высота, на которой контакты стабилизатора начинают проникать в модель. По умолчанию начальная высота равна нулю, что означает, что проникновение происходит с интервалами по всей высоте модели. На картинке выше начальная высота была увеличена, так что в нижней части модели нет проникновения.
Расстояние между контактными поверхностями
Расстояние, на котором точка контакта стабилизатора не проникает в модель.
Проникновение контакта
Максимальное расстояние, на которое точка контакта стабилизатора проникает в модель.
Интервал проникновения
Расстояние по вертикали между точками контакта, проникающими в модель. Когда точка контакта не проникает в модель, она отделена от модели на расстояние зазора контакта.
| Расстояние между контактными поверхностями | Проникновение контакта |
|
|




Управление стабилизаторами
После того, как вы добавили стабилизатор, вы можете добавить еще стабилизаторы к выбранной модели, нажав «Добавить еще», или закрыть панель. Каждый стабилизатор добавляет лист к своей родительской модели на панели проекта. Чтобы изменить определение стабилизатора, дважды щелкните стабилизатор в дереве или щелкните правой кнопкой мыши и выберите в меню «Редактировать стабилизатор». Чтобы удалить один или несколько стабилизаторов, выберите стабилизатор, щелкните правой кнопкой мыши и выберите в меню «Удалить стабилизатор(ы)».
Крепления

Крепления — это опорные конструкции, которые предотвращают скручивание моделей во время их создания. Крепления, изготовленные из материала модели, прикрепляют нижнюю часть модели к рабочему листу или лотку. Опорное основание и другие опорные конструкции для креплений не создаются, что обеспечивает надежное соединение между моделью и рабочим листом или лотком. Крепления также могут использоваться для прикрепления поверхностей модели, ориентированных вниз, к поверхностям, ориентированным вверх.
Чтобы создать крепление, выберите значок крепления на панели инструментов. Модели на лотке анализируются, и поверхности, на которых можно разместить крепление, выделяются синим цветом.

Щелкните синюю поверхность, чтобы разместить крепление, и выберите модель для крепления. Местоположение крепления отмечено зеленой стрелкой и предварительным представлением формы крепления.

Настройка креплений
После размещения первого крепления активируется панель крепления. Пользователь может установить стиль крепления и его диаметр(ы).
Цилиндрическое крепление
Цилиндрическое крепление — это стиль крепления по умолчанию. Оно определяется одним диаметром. Цилиндрические крепления следует использовать между самой нижней поверхностью модели и рабочим листом или лотком.
Коническое крепление
Конические крепления определяются по их верхнему и нижнему диаметру. Нижний диаметр представляет собой максимальный диаметр рабочего листа или лотка, даже если крепление заканчивается на другой поверхности модели. Степень конусовидности конического крепления также изменяется правилами построения, применяемыми для создания стабильного элемента крепления.
| Цилиндрическое крепление | Коническое крепление |
|
|


Наборы креплений
Новый элемент крепления создается каждый раз, когда вы щелкаете модель. Чтобы создать набор креплений, удерживайте клавишу CTRL на клавиатуре и выберите другое место. Крепления в наборе имеют общий стиль и размеры. Удерживайте нажатой клавишу CTRL, пока другие места не будут добавлены в набор. Отпустите клавишу CTRL, чтобы создать новый набор или создать крепления для другой модели на лотке.
Чтобы удалить крепление из набора, удерживайте клавишу CTRL и выберите существующее крепление. Повторите это действие, чтобы удалить другие крепления. Когда последняя крепление удаляется из набора, функция крепления удаляется автоматически.
Совет. Для креплений на самой нижней поверхности модели сориентируйте лоток по ее нижнему представлению и используйте линии сетки, чтобы лучше выровнять крепления.

Управление креплениями
Крепления и наборы креплений добавляются путем выбора нового местоположения. Каждое крепление добавляет лист к своей родительской модели на панели проекта. Чтобы изменить определение крепления, дважды щелкните крепление в дереве или щелкните правой кнопкой мыши и выберите в меню «Изменить крепление». Чтобы удалить одно или несколько креплений, выберите крепление, щелкните правой кнопкой мыши и выберите в меню «Удалить крепления».

Другие действия, которые могут быть применены к моделям с креплениями — это «Копировать/Вставить», «Дублировать» и «Повернуть относительно оси Z». Любое другое изменение ориентации аннулирует крепление и автоматически удаляет его.
Selecting the Anchor Material (Stratasys F3300)
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.