调整 FDM 打印设置
可用设置取决于打印机模型、所选的材料以及所选模型的文件格式。取决于文件格式和材料的设置将在其描述中予以说明,但是取决于打印机的设置将分为下面的“基本”和“高级”部分。
基本设置
这些设置适用于所有受支持的 FDM 打印机。对于 uPrint 和 Dimension 打印机,只有这些基本设置可用,但对于其他打印机,高级设置也可用。跳转到部分。
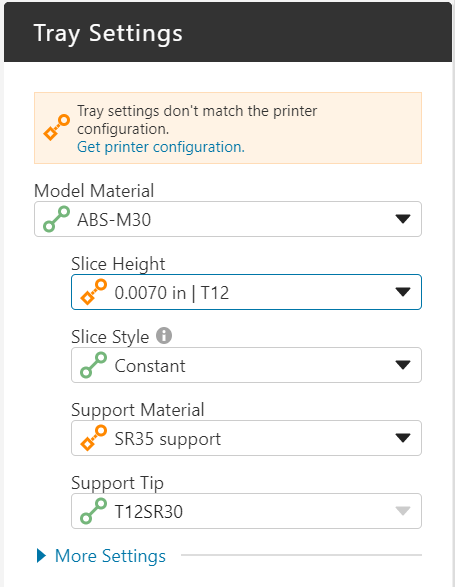
托盘设置
对于托盘上的所有型号,这些属性必须相同。当您选择真正的打印机而不是模板打印机时,打印机的设置将填充此处的值,并且绿色图标将指示该设置与打印机的设置匹配。

切片高度
可用的切片高度选项取决于选择的打印机。若要了解关于切片高度的更多信息,请在此阅读更多内容。
模型材料和支撑材料
访问 stratasys.com,了解有关打印机可用材料的更多信息。
模型和支撑喷嘴
某些打印机需要针对特定的打印设置选择不同的喷嘴。
模型设置
可以为托盘上的个别零件更改这些属性。在 3D 查看器或“项目面板”的模型列表中,使用鼠标左键单击的方式选择模型。使用 Ctrl 键单击的方式将模型添加到选择列表中。

零件填充样式
若要了解关于不同风格的信息,请在此阅读更多内容。
支撑设置

支持模式
若要了解关于不同风格的信息,请在此阅读更多内容。
使用模型材料
这样就可以使用大多数模型材料来打印支撑结构,在支撑结构与模型相交的地方可以使用几层支撑材料。这样就减少了此作业在每层支撑材料和模型材料之间切换所花费的时间。
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.
附加复选框会将生成的支撑结构的填充更改为更高的密度,并且没有边界轮廓。
改进支撑
改进支撑能够通过在模型下方创建更宽的支撑,提高支撑的稳定性。但是,这样可能会为某些模型创建不必要的支撑,例如下面图例中的模型。
| 不改进支撑 | 仅改进小支撑 |
|
|


自我支撑角度
每当零件表面的角度低于指定值(称为自我支撑角度)时就会生成支撑材料,而且可在此处调整该值。您可以增加或减少生成的支撑材料数量,也可以将该值恢复为因打印机和材料而异的默认建议值。
基本风格
模型的基础层包括打印的第一层,以及几层支撑材料。“基本样式”选项允许您配置基础层的形状。“模型和支撑”在模型和任何支撑结构下方创建一个基础层,并填充基础层内的所有闭合循环。“仅限模型”仅在模型下方创建基础层,且不填充闭合循环。
| 模型和支持 | 仅限模型 |
|
|


高级设置
除非另有说明,否则这些设置仅适用于 Fortus、F123 系列和 F900 打印机。
托盘设置

Model Material
Select the model material for the tray. Different printers support different materials.
支撑材料
Support Material is selected automatically, based on the model material. It can be changed from the default selection if there is more than one support material for the model material.
切片高度
Select the slice height of the material. Different materials support different slice heights. All materials support the 0.0100 inch (0.2540 mm) slice height. Other possible slice heights are 0.0050 inch (0.1270 mm), 0.0070 inch (0.1778 mm), 0.0130 inch (0.3302 mm), and 0.0200 inch (0.5040 mm). For the Stratasys F3300 printer the available slice heights are metric; 0.2500 mm (0.0098 inch) and 0.5000 mm (0.0197 inch).
When a networked printer is selected loaded materials and tips are marked by a green bar. Available materials are marked by an orange bar.
Material Setup (Stratasys F3300)
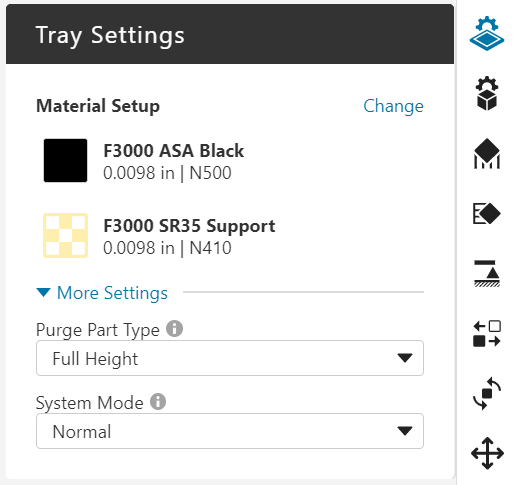
A Material Setup is a combination of a material, its color, a selected slice height, and the nozzle used to extrude material. Material Setups are used on the Stratasys F3300 printer, which requires a minimum of 2 (Model and Support) and as many as 4. Material Setups may be edited by selecting Change on the Tray Settings panel, which opens the Change Materials and Slice Heights dialog.
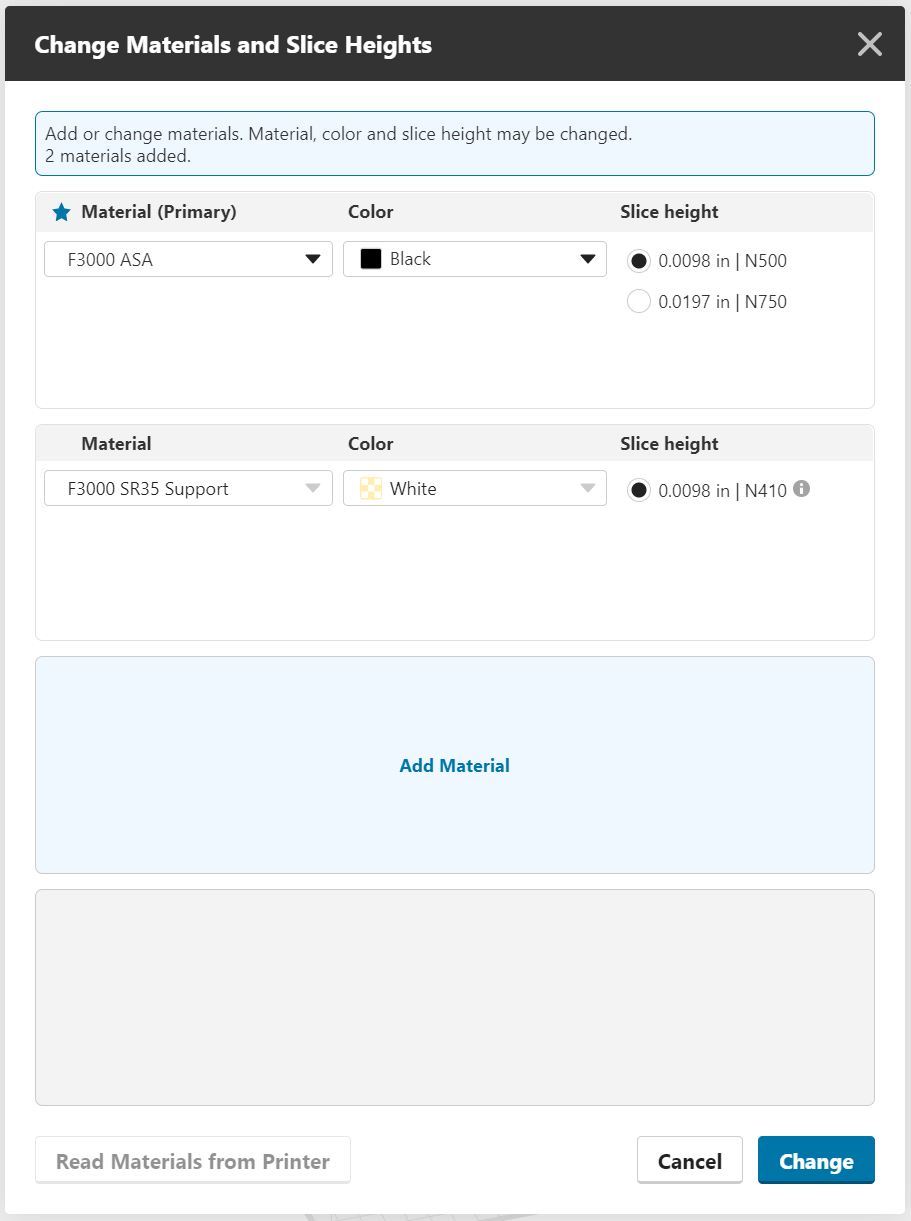
The Change Materials and Slice Heights dialog works from left-to-right, and top-to-bottom:
Left-to-right
Selecting a material determines possible colors, slice heights, and nozzles.
- Top-to-bottom
- Selecting a material determines the support material, its slice height, and nozzle
- Selecting a material limits additional materials to compatible materials.
Materials for networked printers may be read by clicking the Read Materials from Printer button. Click Add Material to add another material.
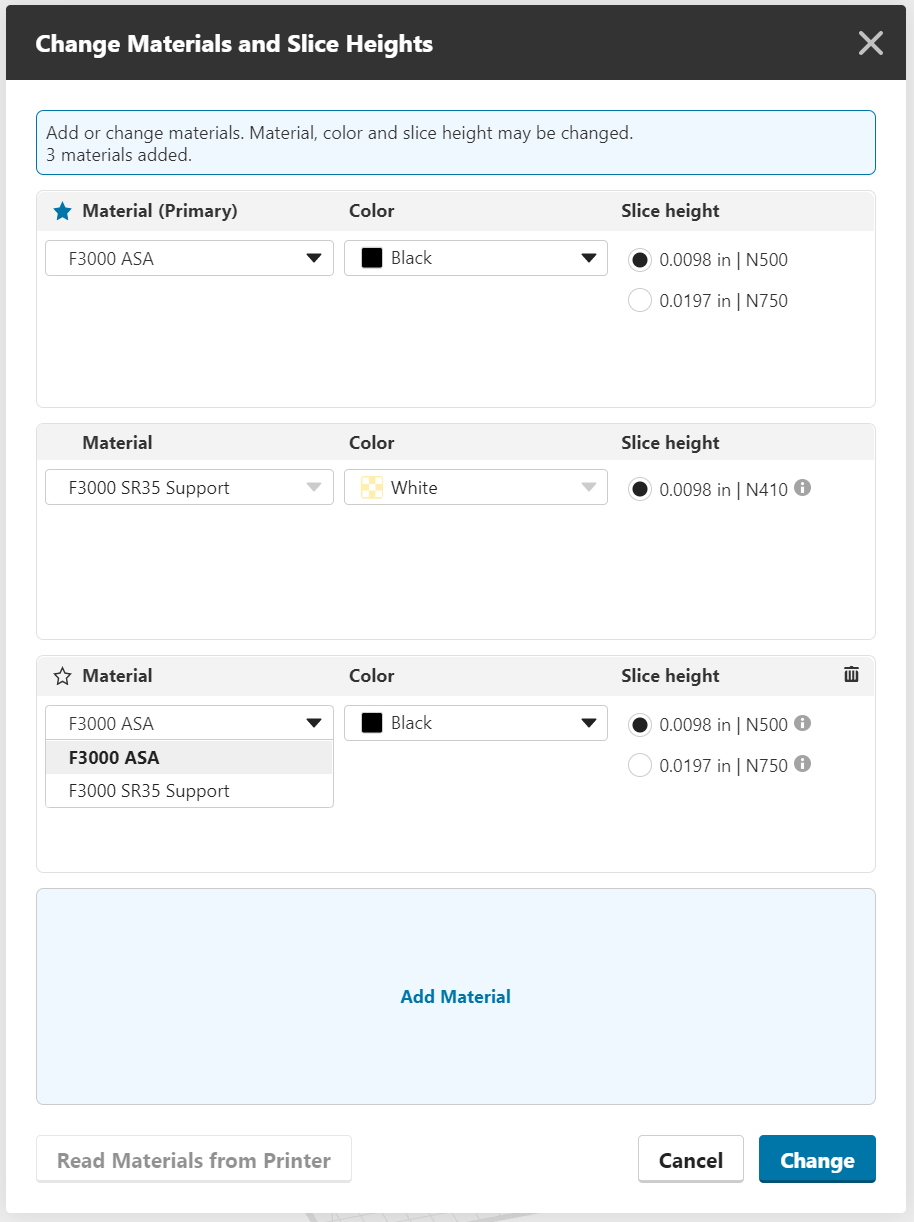
Each tray has a primary material that is assigned to models added to the tray. identified by a blue star

and the text (Primary) next to the Material label. The Primary Material is listed first when the Change Material and Slice Heights dialog is opened, and wherever material setup selection is allowed. The primary material automatically defines the support material and its setup, and limits what secondary material setups may be added. A secondary material can be made primary by clicking the star icon

to the left of its name, and deleted by clicking the trash icon

on the righthand side of the material card.
While a printer may be configured for different materials at the same time, materials set up for a tray must be compatible with each other. Compatibility is defined by the primary material. Compatibility rules are:
Same base material (e.g. ASA)
- Same support material (e.g. SR35)
- Same slice height and nozzle (e.g. 0.5000 mm (0.0197 inch) | N750)
Incompatible materials are identified by a red boundary and must be resolved before a Material Setup can be used on the tray.

Incompatible materials may be updated by:
- Editing the material to make the materials compatible
- Selecting Update at the top of the dialog, which replaces the incompatible materials.
- Delete the material.
- Change primary material (which changes the conflicts)
- Selecting Change, which deletes the conflicts and updates the materials for the tray.
An exception to the compatibility rules:
- When slice height of the primary material is 0.2500 mm (.0098 inch), the same material with a slice height of 0.5000 mm (0.1970 inch) is allowed. The user may assign this combination to a model. If the user assigns a different material to the 0.5000 mm slice height it will not be marked as incompatible, but it will be ignored.
Select Change or Cancel to exit the dialog and return to Tray Settings.

切片样式(Fortus 900mc 和 450mc;Stratasys F900;F123 系列,F170 和 F120 除外)
设置模型应用切片高度的方式。固定切片为整个模型使用单一切片高度。自适应切片为需要更多详细信息(例如穹顶、圆角和倒角)的功能使用所选切片高度,而为不需要详细信息的功能(例如垂直壁)使用较厚的切片。此功能适用于标称切片高度 0.010 英寸(0.2540 毫米)或 0.007 英寸(0.1778 毫米)。
| 所选切片高度 | 其他切片高度 |
| 0.0070 英寸(0.1778 毫米) | 0.0100 英寸(0.2540 毫米) |
| 0.0100 英寸(0.2540 毫米) | 0.0130 英寸(0.3302 毫米) |
注意:仅当托盘上只有一个模型处于活动状态时,自适应切片样式才可用。
零件构建样式(F123 系列,F120 和 F770 除外)
这些都类似于预设。“常规”以外的“构建风格”将应用某些模型和托盘设置,并更改打印机执行此作业的方式。
常规 - 无预设;完全由用户定义。适用于 PLA 以外的所有材料,并且是 F123 TPU 92A 和 F123 Diran 410MF07 所必需的。
草稿模式 - 使用有较少支撑的稀疏填充,以增加吞吐量并改善手动支撑移除。这些设置大大提高了作业吞吐量。一些支撑设置可能会更改,但是不建议这样做。适用于 F123 TPU 92A 和 F123 Diran 410MF07 以外的所有材料,并且是 PLA 所必需的。
清除零件类型/牺牲塔类型
F123 系列打印机在托盘上使用清除零件,而不是在托盘后面使用清除桶。这样可以减少每层的打印头移动次数,节省打印时间。当打印机在每层中从打印模型转换为支撑材料时,必须执行清除操作。对于 Fortus 打印机,即使已将材料清除到清除桶中,您可能也需要添加一个牺牲塔。清除后第一个零件的接缝质量通常最低,因此在托盘上引入牺牲塔可以确保托盘上所有零件的接缝质量一致。牺牲塔对于 Nylon 材料尤为有用,并且是使用 Nylon 12 CF 进行打印时所必需的。
通常情况下,打印的上层将不会使用任何支撑材料,因此无需清除。此设置调整清除零件的高度。在模型视图中,无论如何设置,托盘上的清除零件将始终显示为“全高”,但如果转为“切片预览”,则会看到实际的高度。
最后交换 - 清除零件仅与支撑材料的最后一层同高
全高度 - 清除零件与模型材料的最后一层同高。
注意:如果您已选择 PLA 作为材料,则因为没有使用支撑材料,所以没有清除零件。
系统模式
“系统模式”将作业中有关模型的其他信息发送到打印机。可用的选项取决于所选的打印机、材料和切片高度。
常规(默认)- 用于大部分的打印。
砖 - 用于在打印密度高的大型零件时减少零件卷曲。砖选项适用于 F123 系列打印机上的 ABS、ASA、PC-ABS、ABS-CF10 和 Nylon-CF10。支持的切片高度和材料会有所不同,具体取决于为作业选择的 F123 系列打印机。
薄壁 - 用于在打印大量薄壁零件时减少卷曲和变形。最大薄壁厚度因材料而异:
- 2.29 毫米(0.0900 英寸)。所有 ULTEM™ 9085 树脂和 ULTEM™ 1010 树脂、Antero 800NA 和 Antero 840CN03 材料
- 2.54 毫米(0.1000 英寸)尼龙 12、尼龙 6、尼龙 12 CF 和 Diran 410MF07
第一层材料(用于 F123 系列,F770 和 F120 除外)
当已选择 0.005" 切片高度时,您可以选择是为与托盘接触的基础层使用支撑材料还是模型材料。此切片高度使用较低的腔室温度,为了增加托盘附着力和确保零件质量,默认选择的是模型材料。但是,如果您希望能轻松从托盘中移除零件,您可以为基础层选用支撑材料。您也可以将其与 Brick 模式结合使用(参见上文)来升高腔室的温度。
模型设置
高级设置可以在主体级别或面级别应用,具体取决于所选文件的类型。使用“模型设置”面板中的选项卡,或者在“模型设置”面板打开时单击 B 或 F 键,可以切换选择主体和面。
主体设置

组行为
为组件应用主体设置时,您创建组之后,便有更多选项可用。将组件文件或多主体零件文件添加到托盘后,选择顶级组件或者您要打印的一些部件,然后单击项目面板或右键单击菜单中的按钮来创建组。组是仅由所选部件组成的平面组件结构,并且原始组件已隐藏。当您在文件列表中选择组时,“组行为”设置会在“模型设置”面板中显示。
拆分主体 - 每个组件可以有自己的主体设置。这是创建组时的默认设置。
组装主体 - 一种应用于整个组的主体设置。如果您不创建组,这也是组件的行为。
通过“拆分主体”行为打印组可以优化打印零件的物理属性。例如,一些区域可以进行固体填充打印以增加强度,而其他区域则可以稀疏打印以减轻重量。在 CAD 系统中设计模型期间定义这些区域。
填充密度
一些填充样式允许控制密度。增加密度会减少填充光栅之间的间隙,从而提高强度,而降低密度会扩大光栅之间的距离,从而减少材料的利用率和打印时间。
主体厚度
填充角度
设置零件第一图层的填充栅格角度。每增加一层,角度就会按设定值递增。增量通常为 90 度。
加厚薄壁
将模型切片时,切片的一些区域可能达不到两个工具路径的宽度(切片高度的四倍)。启用此设置之后,狭窄区域将被加厚到最小壁宽。如果禁用此设置,不匹配的地方不会生成工具路径。如果该设置不可用,默认情况下处于启用状态。
| 关闭 | 开启 |
|
|


可变宽度填充
填充模型中常规宽度轮廓或光栅图案不适合的区域。沿区域中心创建刀具路径,根据需要更改宽度以填充区域。这样会生成一个更密集、更强大的模型。
| 关闭 | 开启 |
|
|


包裹模型
Enclose a Group with Separate Bodies in a common shell. The shell adds strength when joints between bodies in the group are not designed to resist applied loads. For the Stratasys Wrap Model is on by default.
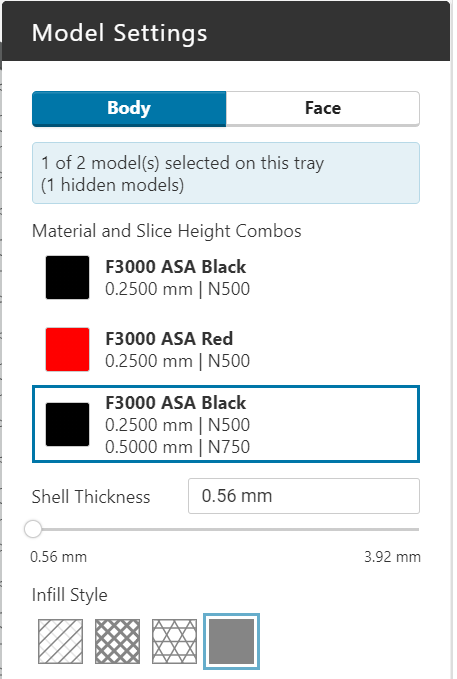
Material and Slice Height Combos (Stratasys F3300)
Up to 3 model materials may be printed on a Stratasys F3300 tray. Model Materials are shown on the Model Settings panel. The first material listed is the primary material. It is assigned to all models added to a tray. When additional (secondary) materials are available, they are assigned by selecting the model, then selecting the model material on the Model Settings panel.

Double Height Infill
Different materials for a tray must be the same slice height. The same material may have two different slice heights used in a specific way:
- The shell of the model is 0.2500 mm (0.0098 inch) slice height
- The infill is 0.5000 mm (0.0197 inch) slice height
- The infill is solid
This combination of single height shell and double height infill is not supported for different materials.
Assigning Different Materials to Bodies in a Group
Groups with Separate Bodies support distinct settings for each body. The ability extends to materials. To do so:
- Select the body in the Group
- Select a material on the Model Settings panel
Note
When assigning different materials to bodies in a Group confirm that Wrap Model is unchecked. If Wrap Model is checked the entire model will be encased in a shell of the primary material.
表面设置

您或许可以在面级别应用设置,具体取决于所选模型的文件类型。面设置仅适用于包含 BREP 几何结构的文件类型。仅限网格的格式(.stl、.wrl、.obj 和 .3mf)不包含精确的 BREP 几何结构,因此无法选择面。原生 CAD 格式(例如 .sldprt)以及一些交换格式(例如 .stp 和 .igs)都包含 BREP 几何结构,因此可以选择主体和面。此外,面设置不能应用于未分组的组件或已选择“组装实体”行为的组。
应用插入
因为以 3D 形式打印线程不可取,所以您可能希望在打印完成后使用金属插入。“应用插入”功能可确保打印零件具有合适的孔尺寸来容纳插入。选择一个孔(圆柱面),然后选中“应用插入”复选框。选择插入的类型(锥形热定型或 Helicoil 螺套)和尺寸,显示的推荐孔尺寸将应用于所选插入。
如果孔尺寸与推荐的插入尺寸不匹配,您可以选择“自定义”并输入您自己的尺寸。单击“保存自定义大小”可以将您的尺寸到“我的库”。如果您要添加许多插入尺寸,则可以创建一个自定义库文件,然后使用“文件”>“偏好”>“FDM”进行添加。该文件必须是 .JSON 文本文件,并且具有以下格式:
{ "version": "1.0", "name": "Custom Library 1234", "libraryType": "insert", "entries": [ { "version": "1.0", "name": "MyInsert 1", "type": "insert", "content": { "name": "MyInsert 1", "diameter": 0.2, "thickness": 0.2, "units": "in" } }, { "version": "1.0", "name": "MyInsert 2", "type": "insert", "content": { "name": "MyInsert 2", "diameter": 0.4, "thickness": 0.2, "units": "in" } } ]}"{,http://help.grabcad.com/article/245-adjusting-fdm-print-settings/,Translated by Machine,2020-11-02T16:53:35.070Z,{
实现自我承重
如果要水平打印的几何结构包含孔,则此功能会将其变为菱形,从而无需支撑材料。
避免出现接缝
刀具路径的起点/终点会在打印零件上留下标记,这称为接缝。为防止在关键表面上留下接缝,请选择该表面并选中“避免出现接缝”复选框。
表面厚度
类似于主体的厚度控制,但应用于特定面。
支撑设置
当前没有任何高级支撑设置。请参见上面的基本部分。
稳定器

要创建稳定器,请选择模型(装配体、多主体零件、组或零件),然后选择工具栏上的稳定器图标。一次为一个模型定义稳定器。选择稳定器图标后,将分析模型并使用默认设置添加稳定器。
配置稳定器
以下参数定义了稳定器的大小、形状和位置。选择高度后,您可能希望切换到关闭透视的俯视图,以配置此部分中的其他参数。
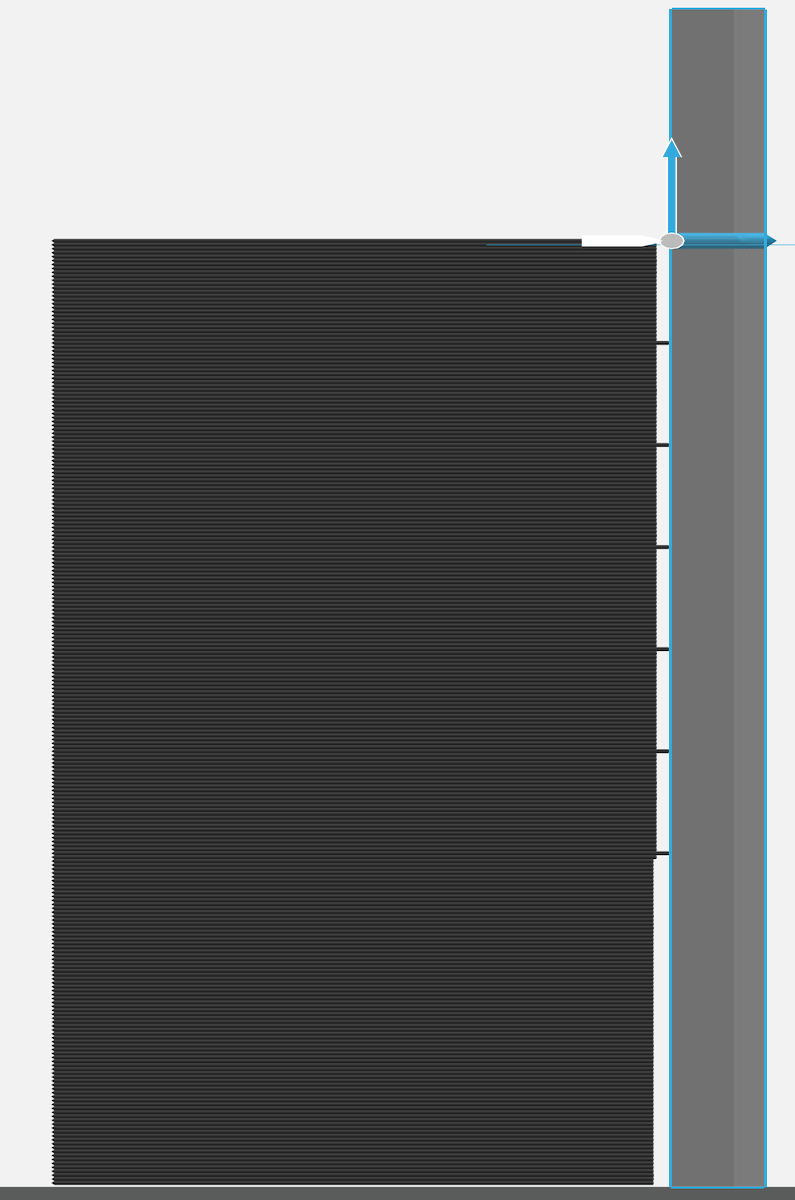
高度

稳定器高度使用带附加箭头的蓝色平面标记。单击并拖动箭头可向上或向下调整稳定器高度,也可以编辑稳定器面板中的“高度”设置。默认高度是模型高度的 80%。
参考曲线

稳定器高度平面与模型相交,创建一个或多个闭环曲线。当只有一个循环时,它会被自动选中并显示为蓝色。创建多个循环时,会自动选择一个循环,交替循环显示为白色。单击可选择一个备用循环。
起点和终点

稳定器并不环绕整个模型 – 它用于支撑您定义的模型的一部分。稳定器的开始和结束位置由绿色箭头标识。稳定器位于这两个箭头之间。沿曲线拖动任一箭头以调整稳定器的开始或结束位置。
接触点数量
输入稳定器接触模型的次数(2-20 次)。接触点在模型视图中显示为正在被编辑的稳定器的白色引脚,以及已定义但未编辑的稳定器的灰色引脚。
深度
在稳定器高度处测得的稳定器接触点与其后壁之间的最大距离。
Type
稳定器可以是恒定深度(默认)或平背。对于恒定深度,所有接触的深度大致相同,后壁将接近模型的形状。对于平背,后壁是一条直线。
配置接触点
上面定义的接触点实际上并未在稳定器的整个高度上接触模型。通常,稳定器非常靠近模型表面而不接触,但每隔一定的时间,接触点就会穿透表面,将稳定器附着在模型上。接下来的四个参数定义了穿透的频率和深度。在配置这些参数之前,您可能希望切换到侧视图。
起始高度
稳定器接触点开始穿透模型的高度。默认情况下,起始高度为零,这意味着在模型整体高度的间隔处发生穿透。在上图中,起始高度已增加,因此模型下部没有穿透。
接触间隙
稳定器接触点在不穿透时与模型的距离。
接触渗透
稳定器接触点穿透模型的最大距离。
渗透间隔
穿透模型的接触点之间的垂直距离。当接触点没有穿透模型时,它会根据接触间隙距离清除模型。
| 接触间隙 | 接触渗透 |
|
|




管理稳定器
添加一个稳定器后,您可以单击“添加其他”为选定模型添加更多稳定器,也可以关闭面板。每个稳定器会在“项目”面板中为其父模型添加叶。要更改稳定器的定义,请双击树形稳定器,或右键单击并从菜单中选择“编辑稳定器”。要删除一个或多个稳定器,请选择相应稳定器,右键单击,然后从菜单中选择“删除稳定器”。
锚

锚是一种支撑结构,可防止模型在构建过程中卷曲。锚由模型材料制成,其将模型的底面连接到构建板或托盘上。不会为锚生成支撑底座和其他支撑结构,确保模型与构建板或托盘之间实现安全连接。锚也可用于将向下定向的模型表面固定到向上定向的表面。
要创建固定器,请选择工具栏上的固定器图标。分析托盘上的模型,并以蓝色突出显示可放置固定器的表面。

单击蓝色表面,放置固定器并且为该固定器选择模型。固定器所在的位置使用绿色箭头标记,并且提供固定器的形状预览。

配置锚
放置了第一个锚后,锚面板就会被激活。用户可以设置锚的样式和直径。
柱形固定器
圆柱锚是默认的锚样式。它由单个直径定义。必须在模型的最底部表面和构建板或托盘之间使用圆柱锚。
锥形固定器
锥形固定器由顶部直径和底部直径定义。底部直径代表构建板或托盘上的最大直径,即使固定器在另一个模型表面终止,也是如此。锥形固定器的锥度还会通过应用的构建规则来更改,以创建稳定的固定器特征。
| 柱形固定器 | 锥形固定器 |
|
|


固定器集合
每次单击模型都会创建一个新的固定器特征。要创建固定器集合,请按住键盘上的 CTRL 键并选择另一个位置。集合中的固定器共享风格和尺寸。按住 CTRL 键,直到将更多位置添加到集合。释放 CTRL 键以创建新集合,或为托盘上的其他模型创建固定器。
要从集合中删除固定器,请按住 CTRL 键并选择现有的固定器。重复此操作以删除更多固定器。从集合中删除最后一个固定器时,固定器特征会自动删除。
:对于模型最底部表面上的锚,将托盘定向到其底部视图,并使用网格线更好地对齐锚。

管理锚
选择新位置,添加固定器和固定器集。每个固定器会在“项目”面板中为其父模型添加叶。要更改固定器的定义,请双击树形固定器,或右键单击并从菜单中选择“编辑固定器”。要删除一个或多个固定器,请选择相应固定器,右键单击,然后从菜单中选择“删除固定器”。

可应用于带固定器的模型的其他操作包括“复制/粘贴”、“复制”和“绕 Z 轴旋转”。任何其他方向更改都会使固定器失效并自动将其删除。
Selecting the Anchor Material (Stratasys F3300)
The Stratasys F3300 printer supports more than one model material for a tray. When multiple model materials are set up the material used for supports may be selected. By default the material assigned to the model is the material assigned to Model as Support.